







دستگاه جوش لیزری فایبر + اقساطی
Fiber Laser Welding Machine
دستگاه جوش لیزری فایبر با استفاده از پرتو متمرکز لیزر، جوشکاری دقیق، سریع و تمیز انواع فلزات مانند آهن، استیل، آلومینیوم، برنج و چدن را بدون نیاز به پرداخت نهایی انجام میدهد. این دستگاه در صنایع خودروسازی، تجهیزات پزشکی، جواهرسازی و ساخت قطعات صنعتی کاربرد گسترده دارد. دستگاه جوش لیزری روتک با گارانتی ۱ ساله و خدمات پس از فروش ۱۰ ساله ارائه میشوند. نصب، راهاندازی و آموزش رایگان در محل شما انجام میشود و قطعات جایگزین در تهران ظرف ۲۴ ساعت و در سایر شهرها حداکثر ۴۸ ساعت ارسال میشود.
ویژگیها:
دستگاه جوش لیزری فایبر، انتخابی حرفهای برای کسبوکارهایی است که بهدنبال سرعت، دقت و دوام بالا در فرآیند جوشکاری لیزری هستند این دستگاه با تکنولوژی روز و طراحی ارگونومیک، امکان اتصال انواع فلزات را با کمترین اعوجاج حرارتی فراهم میکند؛ این دستگاه نسل جدیدی از تجهیزات جوشکاری فلزات است که با استفاده از سورس لیزر فایبر، امکان ایجاد جوشهای دقیق، عمیق و یکنواخت را در متریالهایی مانند استیل، آهن، آلومینیوم، گالوانیزه و برنج فراهم میکند در مقایسه با روشهای سنتی مانند TIG و MIG، جوشکاری لیزری به دلیل تمرکز بالای انرژی، ناحیه متاثر از حرارت (HAZ) کوچکتری ایجاد کرده و در بسیاری از کاربردها موجب کاهش تابیدگی قطعه، افزایش سرعت تولید و کاهش عملیات پرداخت پس از جوشکاری میشود
دستگاههای جوش لیزری روتک در توانهای مختلف و با قابلیت جوشکاری، برش و زنگزدایی لیزری عرضه میشوند و برای کارگاههای ساخت تجهیزات فلزی، صنایع استیل، تولیدکنندگان آسانسور، تجهیزات آشپزخانه صنعتی، صنایع دکوراتیو و مجموعههای تولیدی مناسب هستند در این صفحه میتوانید مشخصات فنی، متریالهای قابل جوشکاری، مزایا، کاربردها، قطعات اصلی دستگاه، نکات مهم خرید و عوامل موثر بر قیمت دستگاه جوش لیزری فایبر را بررسی کنید
چرا دستگاه جوش لیزری فایبر؟
امروزه بسیاری از صنایع برای ارتقای کیفیت محصولات، کاهش هزینههای تولید و افزایش سرعت فرآیندها، به فناوریهای پیشرفتهای همچون جوش لیزری فایبر روی آوردهاند
این دستگاهها با ارائه ترکیبی از دقت بالا، سرعت مثالزدنی و سهولت کاربری، جایگزین مناسبی برای روشهای سنتی جوشکاری به شمار میآیند
اما چرا باید جوش لیزری فایبر را انتخاب کرد؟ در این بخش، به مزایا، معایب، نکات مهم خرید و مقایسه با سایر برندها و روشهای سنتی میپردازیم تا بتوانید با دیدی بازتر و آگاهانهتر تصمیم بگیریدمزایا و معایب جوش لیزری
دستگاه جوش لیزری فایبر با بهرهگیری از فناوری پیشرفته، مزایای متعددی در زمینه کاهش هزینه، افزایش سرعت، دقت و بهرهوری فرایند جوشکاری لیزر به همراه دارد این مزایا عبارتاند از:
- کاهش چشمگیر هزینه و مهارت نیروی انسانی
- آموزش سریع و بدون نیاز به تخصص بالا
- کیفیت، دقت و سرعت بالای جوشکاری
- کاهش چشمگیر موارد پرداخت و پولیش کاری
- قابلیت تنظیمات دقیق از طریق پنل کنترل
- امکان اتصال فلزات با سیم جوش (وایر و فیلر) یا بدون سیم
- امکان جوشکاری با هوای فشرده و گازهای آرگون و نیتروژن
- کاهش خطرات تشعشع ناشی از جوشکاری برای اپراتور
- حذف هزینههای مواد مصرفی بدون نیاز به الکترود و سیم جوش
- عدم ایجاد اعوجاج یا تغییر رنگ فلزات
- ایجاد جوش یکنواخت، تمیز و بسیار دقیق
- امکان جوشکاری فلزات ناهمگون به یکدیگر
- کاهش هزینه با صرفهجویی در برق مصرفی
- افزایش سرعت تولید با کاهش زمان جوشکاری و افزایش بهرهوری خط تولید
با وجود قابلیتهای پیشرفته، این فناوری محدودیتها و چالشهایی نیز دارد که در برخی شرایط باید مدنظر قرار گیرد مهمترین معایب عبارتاند از:
- نیاز به تجهیزات ایمنی برای جلوگیری از آسیب به اپراتور
- محدودیت در ضخامت جوشکاری (معمولاً کمتر از ۸ میلیمتر)
- قیمت بالای دستگاه نسبت به روشهای سنتی
- حساسیت دستگاه به شرایط محیطی مانند دما، رطوبت و گرد و غبار
- محدودیت در جوشکاری مواد غیرفلزی یا فلزات با انعکاس بالا
- تاثیر منفی نقصهای قطعه اصلی بر کیفیت جوش نهایی
برای اطلاع از جزییات دقیق و کاربرد مزایای دستگاه جوش لیزری فایبر روی لینک کلیک کنید
مقایسه مزایای رقابتی خرید دستگاه جوش لیزری
دستگاه جوش لیزری فایبر روتک با بهرهگیری از قطعات برند و طراحی صنعتی، در مقایسه با سایر برندهای موجود در بازار، ارزش خرید بالاتری را با قیمت مقرونبهصرفه و عملکرد 4 کاره ارائه میدهد مزایای رقابتی این دستگاه عبارت است از:
| ویژگی | دستگاه جوش لیزری فایبر روتک | سایر برندهای بازار |
| برند سورس لیزر | برند معتبر Max با کیفیت بالا | برندهایی با کیفیت پایینتر مانند: BWT، BW، Raycus |
| چیلر لیزر | چیلر آبخنک (مناسب دستگاه صنعتی) | چیلر هواخنک (مناسب دستگاه جوش پرتابل و خانگی) |
| گان (تورچ) | گان با برند SUP23T برند معتبر GEFASST | گان با برندهای متفرقه Raytools، WSX، AU3Tech، SUP20S |
| 4کاره بودن دستگاه | 4 کاره واقعی - برش تا عمق 4 میلیمتر و زنگ زدایی با پهنای 12 سانتیمتر | عملکرد محدودتر و غیر واقعی |
| قیمت دستگاه جوش لیزری | قیمت اقتصادی نسبت به سایر برندهای موجود در بازار | قیمت بالاتر در ازای کیفیت |
دستگاه جوش لیزری فایبر چیست؟
دستگاه جوش لیزری یا همان دستگاه جوش لیزری دستی به عنوان پیشرفتهترین و آخرین تکنولوژی جوشکاری در دنیا شناخته میشود که برای اتصال انواع فلزات مانند آهن، استیل، آلومینیوم، برنج و چدن به کار میرود
دستگاه جوش لیزری فایبر یک ماشین صنعتی پرقدرت است که برای کاربردهای خانگی طراحی نشده استتوان خروجی لیزر در این دستگاه به محدوده چند کیلووات میرسد و برای کارکرد مداوم نیازمند سیستم خنککنندهی چیلر درونی است
این مشخصات باعث شده مصرف برق دستگاه زیاد باشد و ابعاد و وزن آن بسیار بیشتر از دستگاه جوش لیزری خانگی باشد؛ چنین سطحی از قدرت و ساختار فنی، این محصول را بهطور ویژه برای محیطهای صنعتی و کارگاهی مناسب کرده است
دستگاه جوش لیزر با بهرهگیری از فناوری پیشرفته لیزر فایبر، فرایند جوشکاری را بهگونهای ساده تبدیل کرده است که حتی اپراتورها با کمترین تخصص نیز میتوانند پس از یک آموزش کوتاه، بهراحتی با آن کار کنند
با جایگزینی اپراتور بهجای نیروی متخصص در فرایند جوشکاری، هزینههای نیروی انسانی به طور قابل توجهی کاهش مییابد
این فناوری نهتنها هزینههای مربوط به استخدام و آموزش نیروی متخصص را کاهش میدهد، بلکه با تسریع فرایند تولید، بهرهوری را افزایش داده و کیفیت و سرعت جوشکاری را به طور قابل توجهی ارتقا میبخشد. اپراتور دستگاه جوش لیزر با قابلیت تنظیمات دقیق مانند فرکانس پرتو لیزر، سرعت، پهنای جوش، فشار گاز محافظ و حالت کارکرد از طریق کنترل پنل میتواند بر اساس نیازهای خاص هر پروژه انواع روشهای جوشکاری را با دقت بالا انجام دهد
در این روش، امکان اتصال فلزات هم با استفاده از سیم جوش (وایر) و هم بدون نیاز به آن فراهم است!!! تکنولوژی لیزر، امکان اتصال مستقیم فلزات بدون نیاز به هرگونه مواد واسط مانند سیم جوش یا فیلر را فراهم کرده است در این فرایند، خود فلز پایه با تابش متمرکز لیزر ذوب شده و پیوندی مستحکم و یکنواخت ایجاد میشود
این فرایند با دقت بالا و تمرکز انرژی زیاد انجام میشود و به همین دلیل حتی در نقاط دشوار و غیر قابل دسترس که امکان استفاده از روشهای سنتی جوشکاری وجود ندارد، میتوان از دستگاه جوش لیزر بهره گرفت
حذف مواد مصرفی نهتنها موجب صرفهجویی قابل توجه در هزینهها میشود، بلکه زمان آمادهسازی و اجرای جوشکاری را نیز کاهش داده و بهرهوری تولید را افزایش میدهد این ویژگی، یکی از دلایل اصلی جایگزینی دستگاههای جوش به جای روشهای سنتی مانند تیگ و CO2 در صنایع مدرن استدستگاه جوشکاری لیزری با تاباندن پرتو متمرکز لیزر، بدون نیاز به تماس فیزیکی و بدون اعمال فشار فیزیکی، در زمانی بسیار کوتاه (چند میکروثانیه) طرفین متریال را ذوب کرده و با اتصال دقیق دو قطعه فلزی به یکدیگر حوضچهای کوچک و دقیق از جوش ایجاد میکند این فرایند باعث میشود ناحیه تحت تاثیر حرارت به حداقل برسد و از تغییر رنگ یا اعوجاج قطعه جلوگیری شود
در نتیجه، جوشهایی یکنواخت، تمیز و بسیار دقیق به دست میآید که نیاز به عملیات پس پرداخت را به میزان قابل توجهی کاهش میدهد و از نظر کیفیت، نسبت به روشهای سنتی مانند جوشکاری آرگون و CO2 برتری چشمگیری دارد
با نصب نازلهای مختلف روی تورچ جوش، امکان جوشکاری روی قطعات با اشکال پیچیده، سطوح خمیده یا زوایای خاص بهراحتی فراهم میشود این ویژگی دستگاه را برای کار با قطعات بزرگ، فرمدار و غیرخطی بسیار مناسب میسازد
تنظیم دقیق مولفههای فنی جوش، نقش اساسی در دستیابی به جوشی یکنواخت، مستحکم و با کیفیت دارد پارامترهایی مانند فرکانس پرتو لیزر، سرعت، پهنای جوش، فشار گاز محافظ و حالت جوشکاری باید به طور دقیق تنظیم شوند هرگونه تنظیم نادرست میتواند باعث افت کیفیت جوش، اعوجاج یا کاهش استحکام اتصال شودبرای حفظ ایمنی اپراتور، تورچ جوشکاری لیزری تنها زمانی فعال میشود که نازل با سطح فلز تماس مستقیم داشته باشد این مکانیزم ایمنی از تابش ناخواسته پرتو لیزر در فضای آزاد جلوگیری میکند
فناوری لیزر و سیستمهای سوییچینگ همراه با افزایش سرعت و کاهش زمان در عملیات جوشکاری، مصرف برق کارگاه و هزینههای تولید را به طور قابل توجهی نسبت به روشهای سنتی کاهش میدهد
چرا جوش لیزری جایگزین روشهای سنتی شده است؟
جوشکاری لیزر فایبر، به عنوان پیشرفتهترین فناوری جوشکاری صنعتی، تحولی بزرگ در دنیای اتصال فلزات ایجاد کرده و در بسیاری از شاخصها نسبت به جوشکاری CO2 و آرگون (TIG) برتری دارد که عبارت اند از:
- سرعت و دقت جوشکاری
فایبر لیزر با پرتو متمرکز و طول موج کوتاه، جوشهایی با سرعت و دقت بسیار بالا ایجاد میکند و راندمان تولید را تا چند برابر افزایش میدهد در مقابل، جوش CO2 و آرگون هر دو سرعت پایینتر و وابستگی بیشتری به مهارت اپراتور دارند
دقت بالا و پایداری فرایند در فایبر لیزر به کمک کنترل کامپیوتری انجام میشود، اما در روش آرگون (TIG) کیفیت به مهارت اپراتور وابسته است
- کیفیت و عمق جوش
جوش فایبر لیزر سطحی صاف، یکنواخت و با عمق نفوذ زیاد و کمترین میزان اعوجاج حرارتی ایجاد میکند جوش CO2 به دلیل ورودی حرارتی بالا، اعوجاج و دفرمگی بیشتری دارد؛ جوش آرگون نیز در قطعات ضخیم عالی است؛ اما در ورقهای نازک، اعوجاج بیشتری دارد
- قابلیت جوشکاری قطعات نازک و پیچیده
- مصرف مواد و هزینههای عملیاتی
در جوش فایبر معمولاً نیازی به فیلر، وایر یا گاز مصرفی وجود ندارد (بسته به نوع جوش)، درحالیکه جوش CO2 و TIG همواره نیازمند سیم جوش و گاز محافظ هستند که باعث افزایش هزینههای مصرفی میشود
هزینههای اولیه دستگاه فایبر ممکن است بالاتر باشد، اما با کاهش چشمگیر هزینه مواد مصرفی و نیروی انسانی، در تولید انبوه کاملاً مقرون به صرفه خواهد بود
- تمیزی سطح و نیاز به پرداخت
سطح جوش فایبر بهدلیل تمرکز انرژی و کنترل دقیق، بسیار تمیز و یکنواخت است و نیاز به پرداخت یا سنگزنی پس از جوش را تقریباً از بین میبرد جوش CO2 و TIG غالباً به پرداخت و تمیزکاری ثانویه نیاز دارند
- نیاز به تخصص اپراتور
جوش لیزر فایبر با فرایند تقریبا خودکار و کنترل دقیق، نیاز به نیروی متخصص را حذف میکند و اپراتورها پس از آموزش کوتاه قادر به کار با دستگاه هستند در مقابل، جوش CO2 و TIG به مهارت و تجربه بالای اپراتور وابستهاند که هزینههای انسانی و عملیاتی را افزایش میدهد
- تنوع مواد قابل جوش
فایبر لیزر قابلیت جوش طیف وسیعی از فلزات از جمله استیل، آهن، آلومینیوم، برنج، تیتانیوم و حتی فلزات بازتابنده را دارد و در جوش فلزات غیرهمجنس عملکرد بسیار خوبی ارائه میدهد در مقابل، CO2 برای فولادهای کربنی مناسبتر است و آرگون برای فلزات متنوع، بهخصوص در قطعات ضخیم کاربرد دارد
- راندمان انرژی و نگهداری
فایبر لیزر راندمان انرژی بسیار بالاتری دارد (۲۵ تا ۳۰ درصد و حتی بالاتر) و به دلیل نبود قطعات فرسایشی و متحرک، نیاز به نگهداری بسیار کمتری دارد (عمر مفید تا ۱۰۰هزار ساعت)
دستگاههای CO2 و TIG دارای عمر مفید کوتاهتر (۲۰ تا ۳۰ هزار ساعت)، قطعات فرسایشی بیشتر و نیازمند تعویض دورهای گاز و قطعات هستند
- اتوماسیون و یکپارچگی با خطوط تولید
فایبر لیزر بهسادگی با رباتها و سیستمهای CNC یکپارچه میشود و برای اتوماسیون و تولید انبوه گزینهای ایدهآل است جوش CO2 و TIG به دلیل ماهیت نیمهدستی یا دستی، کمتر با سیستمهای خودکار هماهنگ میشوند
- ایمنی و محیط زیست
جوش لیزری با راندمان بالا و بدون نیاز به گازهای مضر، هیچ آسیبی به محیط زیست وارد نمیکند و آلودگی حرارتی و گازی آن بسیار ناچیز است در مقابل، جوشکاری CO2 و TIG به دلیل مصرف گازهای محافظ و تولید دود، نگرانیهای بیشتری از نظر ایمنی و حفظ محیط زیست دارند
برای آشنایی کامل با جزئیات هر روش، پیشنهاد میکنیم مقاله مقایسه دستگاه جوش لیزری و دستگاه جوش CO2 و مقایسه جوش لیزری و جوش آرگون را مطالعه کنید
تفاوت جوش لیزری فایبر با جوشکاری TIG و MIG چیست؟
در سالهای اخیر بسیاری از تولیدکنندگان تجهیزات فلزی، استیل، کابینتهای صنعتی، آسانسور، تجهیزات آشپزخانه صنعتی و صنایع دکوراتیو، بخشی از فرآیند جوشکاری خود را از روشهای سنتی TIG و MIG به جوش لیزری فایبر تغییر دادهاند.
مهمترین دلیل این تغییر، افزایش سرعت تولید و کاهش عملیات تکمیلی پس از جوشکاری است در جوشکاری لیزری، انرژی به صورت متمرکز روی ناحیه بسیار کوچکی از قطعه تابیده میشود؛ به همین دلیل میزان انتقال حرارت به اطراف قطعه کاهش یافته و احتمال تابیدگی، تغییر شکل و سوختگی سطح کار کمتر میشود.
در بسیاری از کاربردها، جوش ایجاد شده با دستگاه جوش لیزری فایبر دارای ظاهری یکنواختتر بوده و نیاز کمتری به سنگزنی و پرداخت نهایی دارد همچنین سرعت جوشکاری در برخی قطعات نسبت به جوشکاری TIG چندین برابر بیشتر است که این موضوع میتواند ظرفیت تولید روزانه کارگاه را افزایش دهد.
از طرف دیگر، سهولت کار با دستگاه جوش لیزری نسبت به روشهای سنتی باعث شده وابستگی مجموعهها به اپراتورهای بسیار ماهر کاهش پیدا کند و زمان آموزش نیروهای جدید نیز کوتاهتر شود.
البته انتخاب بهترین روش جوشکاری به نوع قطعه، جنس متریال، ضخامت ورق و تیراژ تولید بستگی دارد به همین دلیل کارشناسان روتک قبل از پیشنهاد دستگاه، امکان تست عملی روی نمونه قطعات مشتری را فراهم میکنند تا مناسبترین توان و پیکربندی دستگاه انتخاب شوددستگاه جوش لیزری فایبر برای چه ضخامتهایی مناسب است؟
یکی از مهمترین سوالات خریداران دستگاه جوش لیزری فایبر، توانایی دستگاه در جوشکاری ضخامتهای مختلف فلزات است در عمل، کیفیت نهایی جوش تنها به توان سورس وابسته نیست و عواملی مانند نوع فلز، سرعت حرکت هد، طراحی اتصال، گاز محافظ و مهارت اپراتور نیز بر نتیجه نهایی تاثیر مستقیم دارند.
دستگاههای جوش لیزری فایبر روتک در توانهای 1500، 2000 و 3000 وات عرضه میشوند و امکان اتصالات انواع فلزات با ضخامتهای مختلف از جمله آهن، استیل، آلومینیوم، گالوانیزه و برنج از عمق نفوذ جوش 1.5 تا 7 میلیمتر و آلومینیوم و برنج از ضخامت 0.5 تا 4 میلیمتر را دارند در بسیاری از کاربردهای صنعتی، این دستگاهها امکان ایجاد جوشهای عمیق، یکنواخت و با حداقل اعوجاج حرارتی را فراهم میکنند.
به دلیل تمرکز بسیار بالای انرژی لیزر روی ناحیه جوش، میزان انتقال حرارت به اطراف قطعه نسبت به روشهای سنتی مانند MIG و TIG کمتر است این ویژگی باعث کاهش تابیدگی قطعه، کاهش نیاز به سنگزنی و پرداخت نهایی و افزایش سرعت تولید در خطوط صنعتی میشود.
حداکثر ضخامت جوشکاری دستگاه جوش لیزری فایبر
به طور معمول:
- دستگاه جوش لیزری 1500 وات برای جوشکاری ورقهای نازک تا متوسط مناسب است.
- دستگاه جوش لیزری 2000 وات برای قطعاتی با ضخامت بیشتر و تولید مداوم کاربرد دارد.
- دستگاه جوش لیزری 3000 وات برای جوشکاری قطعات ضخیمتر، نفوذ بیشتر و سرعت بالاتر در خطوط تولید صنعتی مورد استفاده قرار میگیرد.
البته ضخامت قابل جوشکاری به نوع متریال، طراحی اتصال، تعداد پاس جوش و کیفیت آمادهسازی سطح قطعه نیز بستگی دارد به همین دلیل، بهترین روش انتخاب دستگاه، انجام تست عملی روی نمونه قطعات مشتری است.
جزییات متریال قابل جوشکاری با توان های مختلف در جدول زیر آورده شده است:
| متریال | جوشکاری | توان (وات) | ||
| 1500 | 2000 | 3000 | ||
| ضخامت (میلیمتر) | ||||
| آهن | √ | 2-3 | 3-5 | 5-7 |
| استیل | √ | 2-3 | 3-5 | 5-7 |
| آلومینیوم | √ | 1.5-2 | 2.5-4 | 4-6 |
| برنج | √ | 1.5-2 | 3-4 | 4-6 |
| چدن | √ | 1.5-2 | 2-3 | 3-4 |



مشخصات فنی دستگاه جوش لیزری فایبر
آشنایی با اجزای دستگاه جوش لیزری
دستگاه جوش لیزری فایبر از اجزای اصلی و کاملاً هماهنگ شامل هد اپتیکی، سورس لیزر، نازل، گاز محافظ، پنل کنترل، چیلر، وایر فیدر و مین برد تشکیل شده است تجهیزات و اجزای جوشکاری لیزری در کنار یکدیگر عملکرد دقیق، ایمن و پرسرعت جوشکاری را ممکن میسازند طراحی ماژولار، سیستم کنترل پیشرفته و خنککاری مؤثر، به همراه قابلیت استفاده از سیم جوش و گاز محافظ، این دستگاه را به گزینهای حرفهای و کاربردی در صنایع مختلف تبدیل کرده است
هد اپتیکی
هد اپتیکی در دستگاه جوش فایبر با جدیدترین برند در بازار به نام GEFASST، وظیفه هدایت و تمرکز دقیق پرتوی لیزر بر روی سطح قطعه را بر عهده دارد
این هد شامل لنز فوکوس برای متمرکز کردن پرتو لیزر، نازلهای متنوع (مثل قلمی، Vشکل، Uشکل و مخروطی برش) برای هدایت دقیق پرتو، محافظ لنز برای جلوگیری از آلودگی، سیستم خنککننده (چیلر) برای کنترل دما و سیستم گاز محافظ جهت جلوگیری از اکسیداسیون است
همچنین موتورهای حرکتی در محورهای X و Y امکان اجرای دقیق الگوهای جوشکاری را فراهم میکنند
پرتو لیزر از طریق فیبر نوری به هد منتقل شده و تمام این اجزا با ایمنی بالا طراحی شدهاند تا خطرات تشعشع لیزر را برای اپراتور به حداقل برسانند
سورس یا منبع لیزر
دستگاه جوش لیزر، از سورس لیزر برند MAX و مدل MFSC-1500X و MFSC-2000C با توان خروجی 1500/2000/3000 وات استفاده میشود که متناسب با ضخامت قطعه موردنظر قابل انتخاب است
سورس لیزر دارای منبع تحریک نوری (پمپاژ) از نوع دیود لیزر است در فرایند جوش لیزری، نور دیود از انتهای سورس و از طریق فیبرهای نوری مخصوص (فایبر کوپل) به محیط فعال منتقل میگردد و پس از تقویت توسط اجزای نوری موجود در کابل، پرتوی لیزر با طول موج مشخص تولید و به سمت هد جوش هدایت میشود
از هد جوش نیز، پرتو لیزر با نفوذ عمیق و یکنواخت روی سطح کار تابیده شده و بدون تماس مستقیم، عملیات جوشکاری را به شکلی صاف و دقیق انجام میدهد؛ به گونهای که معمولا نیازی به پرداخت مجدد سطح جوش نیست
نازل
نازل در دستگاه جوش لیزری فایبر مسئول هدایت دقیق پرتو به قطعه است و نقش مستقیمی در کیفیت جوش دارد این نازلها معمولا از مس ساخته میشوند تا گرما را بهخوبی منتقل کنند و در اندازههای متنوع (مانند 0٫8، 1، 1٫2 و 1٫6 میلیمتر) و به صورت وایر دار یا بدون وایر عرضه میشوند تا با کاربردهای مختلف سازگار باشند
انتخاب نازل مناسب، سهولت فرایند و یکنواختی و استحکام جوش را بهمراتب افزایش میدهد
انواع نازل تمیزکننده و جوش لیزر
- نازل قلمی وایردار جوش برای مناسب جوش نیازمند سیم پرکننده
- نازل قلمی بدون وایر جوش مخصوص جوش بدون سیم
- نازل V شکل جوش سایز 1.5 برای جوش زاویهدار بیرونی
- نازل V شکل جوش سایز 1 مناسب جوش زاویهدار داخلی
- نازل U شکل جوش سایز 1 برای جوش همسطح و بدون زاویه
انواع نازل برش لیزر
- نازل مخروطی برش
گاز محافظ
گاز محافظ در فرایندهای جوشکاری لیزری نقش اساسی دارد، زیرا از جوش تازه ایجاد شده در برابر تاثیرات محیطی هوا مانند آرگون و نیتروژن محافظت میکند در صورت عدم استفاده از این گاز، جوشها ممکن است به دلیل تشکیل ترکیبات با عناصر موجود در هوا، شکننده و ناپایدار شوندپنل کنترل
پنل کنترل در دستگاه، وظیفه کنترل و مدیریت منبع لیزر، هد جوش و فیدر سیم را بر عهده دارد
این پنل با آیکونهای کاربردی مانند Setting (تنظیمات عمومی)، fgap (تنظیم خروجی لیزر)، gas (جریان گاز محافظ)، filling (کنترل سیم جوش)، red light (موقعیت نور قرمز) و edit (ویرایش پارامترها)، به اپراتور امکان میدهد پارامترهایی نظیر نوع جوش (خطی، دایرهای، مثلثی و ...)، حالت کاری (جوشکاری، زنگزدایی یا برش)، توان و فرکانس لیزر و همچنین عرض جوش را بهسادگی تنظیم کرده و عملیات جوشکاری را به صورت دقیق مدیریت کند
مهمترین قابلیتهای پنل کنترل دستگاه
- تنظیم کامل اجزای دستگاه مانند فیدر، منبع لیزر و هد لیزر
- تغییر حالت عملکرد بین جوشکاری، زنگزدایی و برش
- انتخاب نوع جوش (خطی، دایرهای، مثلثی و ...)
- فعالسازی قفل ایمنی برای جلوگیری از بروز خطا
- تنظیم سرعت و عرض جوش
- تنظیم توان خروجی لیزر
چیلر لیزر
در فرایند جوشکاری لیزری، تولید حرارت اجتنابناپذیر است و میتواند بر عملکرد و طول عمر دستگاه تاثیر منفی بگذارد برای مدیریت این حرارت، استفاده از سیستم خنککننده موثر مانند «چیلر لیزر» ضروری است
چیلرها در دستگاه جوش، با به گردش درآوردن مایع خنککننده (معمولا آب) در مدار داخلی، حرارت تولیدشده در فرایند جوشکاری را جذب کرده و آن را به محیط وارد میکنند؛ این عملکرد موجب حفظ دمای مناسب اجزای حساسی مانند منبع لیزر و هد جوش میشود و از آسیبهای حرارتی احتمالی جلوگیری میکند
وظیفه چیلرها تنظیم و کنترل دقیق دمای منبع لیزر و تفنگ جوش است که باعث افزایش راندمان، پایداری عملکرد و عمر مفید دستگاه میشوند
وایر فیدر
دستگاه جوش لیزری فایبر شامل یک وایر فیدر است که به طور خودکار و همزمان با عملیات جوشکاری، سیم جوش (با ضخامت 0.8 الی 1.6) را به سطح متریال مورد نظر تزریق میکند
این سیستم، وظیفه هدایت دقیق سیم جوش را بر عهده دارد و از طریق نازل مخصوصی که بر روی هد جوش لیزری نصب میشود، سیم را با نقطه اتصال همتراز کرده و به لبه جلویی حوضچه جوش هدایت میکند
از آنجا که این ناحیه بسیار کوچک و حساس است، دقت بالا در موقعیتدهی سیم جوش اهمیت زیادی دارد سیم پرکننده در طول فرایند، توسط گرمای لیزر ذوب شده و فضای بین قطعات یا شیارها را کاملا پر کرده و جوش یکنواخت و تمیزی را ایجاد میکند
استفاده از سیم پرکننده در جوشکاری لیزری باعث میشود تا مقاومت و تحمل جوش افزایش یابد، احتمال ترک خوردگی در ناحیه جوش کاهش پیدا کند و اتصالات با دوام و مستحکمتری به وجود آید؛ البته باید توجه داشت که ورود سیم جوش به فرایند، معمولا موجب کاهش ۱۰ تا ۲۰ درصدی سرعت جوشکاری میشود که میتوان با افزایش توان لیزر، آن را جبران نمود
مین برد
مین برد در دستگاه جوش نقش کلیدی در هماهنگی و کنترل اجزای مختلف دستگاه ایفا مینماید این برد با پردازش سیگنالهای ورودی و خروجی، عملکرد دقیق اجزایی مانند منبع لیزر، هد جوش، فیدر سیم، چیلر و سیستمهای حرکتی را مدیریت میکند
مین بردهای پیشرفته قابلیتهایی نظیر ذخیرهسازی فایلها، تنظیم پارامترهای جوشکاری و ارتباط با نرمافزارهای طراحی را فراهم میسازند
همچنین، این بردها با پشتیبانی از پروتکلهای ارتباطی متنوع، امکان اتصال به پنلهای کنترل و سیستمهای مانیتورینگ را مهیا میکنند انتخاب مین برد مناسب و نگهداری صحیح از آن، تاثیر مستقیمی بر کیفیت جوش، دقت عملیات و طول عمر دستگاه دارد
معرفی انواع دستگاه جوشکاری لیزری فایبر
انواع دستگاه جوشکاری لیزری به چهار نوع اصلی تقسیم میشوند: فایبر، CO2 ،Nd:YAG و دیودی لیزر فایبر بهدلیل دقت بالا، راندمان انرژی بسیار زیاد، طول عمر بالا و توانایی جوش انواع فلزات (حتی فلزات بازتابنده) بهعنوان پیشرفتهترین و مقرونبهصرفهترین گزینه صنعتی شناخته میشود لیزر CO2 بیشتر برای مواد غیرفلزی و فلزات ضخیم کاربرد دارد اما مصرف انرژی بالایی دارد و نگهداری آن دشوارتر است Nd:YAG اگرچه برای جوشهای نقطهای دقیق مناسب است، اما راندمان پایینی دارد و در حال کنار رفتن از بازار است لیزر دیودی نیز گزینهای ساده، کمهزینه و با مصرف برق پایین است، ولی بهدلیل کیفیت پایینتر پرتو، فقط در کاربردهای خاص مانند جوش پلاستیک استفاده میشودمقایسه مزایای انواع دستگاه جوش لیزری فایبر
| نوع لیزر | کیفیت جوش | مواد قابل جوشکاری | هزینه و نگهداری | سرعت و راندمان |
| فایبر | بسیار دقیق و با ناحیه تحت تاثیر حرارت کوچک | فلزات مختلف حتی بازتابندهها | هزینه اولیه بالا، نگهداری کم | سرعت بالا، راندمان عالی |
| CO2 | مناسب ضخامت بالا | فلزات غیر بازتابنده + مواد غیرفلزی | ارزانتر، اما نگهداری زیاد | کندتر از فایبر، راندمان پایین |
| Nd:YAG | خوب در پالس، ضعیف در جوش پیوسته | فلزات مختلف، مناسب جوش نقطهای | نیاز به لامپ و سرویس زیاد | سرعت و راندمان پایینتر |
| دیودی | متوسط، نقطه جوش بزرگتر | پلاستیکها و فلزات نازک یا لحیمکاری | اقتصادی و کممصرف | سرعت محدود، راندمان بالا |
انواع اتصالات جوش لیزری + تصاویر
انواع جوشها (Welds):
- جوش لببهلب (Butt Weld): در این نوع جوش، دو قطعهکار در یک صفحه قرار دارند و لبههای آنها به هم جوش داده میشوند.
- اتصال T یا دو طرفه (T-Joint / Double T-Joint): یک قطعه عمود بر دیگری قرار میگیرد؛ در نوع دوطرفه، از دو طرف به قطعه مرکزی متصل میشود.
- جوش نقطهای (Spot weld): یک قطعه بر روی قطعه دیگر قرار میگیرد و از یک طرف با استفاده از یک جوش نقطهای هر دو قطعه به هم متصل میشوند.
- اتصال همپوشان (Lap Joint): قطعات بهصورت همپوشانی روی هم قرار گرفته و جوش میشوند.
- جوش گوشهای (Fillet Weld): در این نوع، قطعات در زاویهای نسبت به یکدیگر قرار دارند (مانند اتصال T) و جوش در محل تقاطع ایجاد میشود.
انواع اتصالات جوش بر اساس آرایش قطعات:
- اتصال مورب (Inclined Joint): اتصال تحت زاویه غیرقائم، نه ۹۰ درجه.
- اتصال گوشهای (Corner Joint): لبههای دو قطعه در یک گوشه به هم متصل میشوند (زیر ۱۸۰ درجه).
- اتصال چندگانه (Multiple Joint): سه یا چند قطعه در زوایای مختلف به هم متصل میشوند.
- اتصال موازی (Parallel Joint): دو قطعه بهصورت موازی کنار هم جوش میخورند (مانند جوش نقطهای).
- اتصال لبتاخورده (Flanged / Crimp Joint): دو قطعه خم شده و لبههایشان روی هم قرار میگیرد و در آن نقطه جوش میخورند.

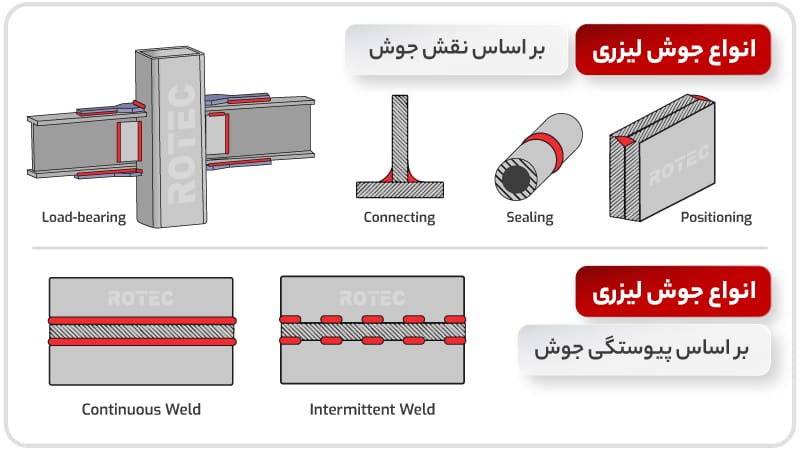
انواع جوش لیزری فایبر بر اساس نقش جوش:
- Load-bearing: تحمل بار
- Connecting: اتصالدهنده
- Sealing: آببند (ضد نشت)
- Positioning: تثبیت اولیه قبل از جوش اصلی
انواع جوش لیزری بر اساس پیوستگی جوش:
- Continuous Weld: جوش پیوسته
- Intermittent Weld: جوش منقطع (به دو صورت staggered یا parallel)
پارامترهای ابعادی جوش لیزری:
- Weld Width: عرض جوش (فاصله بین دو لبه جوش)
- Excess Height: بلندی اضافی (روی سطح قطعه)
- Penetration Depth: عمق نفوذ (مقدار ذوب فلز پایه)
- Weld Thickness: ضخامت جوش
- Weld Leg: پای جوش (در جوش گوشهای)

نوع کاربرد دستگاه جوش لیزری
قبل از انتخاب توان و مشخصات دستگاه جوش لیزری فایبر، بهتر است نوع کاربری خود را مشخص کنید؛ چون نیازهای جوشکاری در پروژههای سنگین با کارهای ورقکاری نازک کاملاً متفاوت است دو سناریوی رایج زیر میتواند مسیر انتخاب را برای شما شفافتر کند:
1) قطعات خودرو و فلزات سنگین
اگر در تولید یا تعمیر قطعات خودرو، شاسی و سازههای فلزی، قطعات صنعتی سنگین، مخازن، فریمها یا اتصالات با ضخامت بالاتر فعالیت دارید، معمولاً به عمق نفوذ بیشتر، سرعت بالاتر و پایداری جوش در سیکل کاری طولانیتر نیاز خواهید داشت در این کاربردها، انتخاب توانهای بالاتر (مثل 2000 یا 3000 وات) و استفاده از گاز محافظ مناسب و تنظیمات دقیق پنل کنترل نقش مهمی در کیفیت نهایی جوش دارد.
2) ورقهای نازک فولادی یا آلومینیومی
اگر کار شما بیشتر شامل تولید لوازم خانگی، کابینت و استیلکاری، قطعات نازک فولادی یا آلومینیومی، کانالسازی و بدنهسازی است، اولویت اصلی کنترل حرارت و جلوگیری از تاببرداشتن (اعوجاج) است در این شرایط، توانهای پایینتر (مثل 1500 وات) معمولاً انتخاب اقتصادیتر و دقیقتری هستند و کمک میکنند سطح جوش تمیزتر باشد و نیاز به پرداخت نهایی کاهش پیدا کند.
راهنمای سریع: اگر «ضخامت بالاتر و تولید سنگین» دارید، توان بالاتر منطقیتر است؛ اگر «ورق نازک و ظرافت ظاهری» برایتان مهمتر است، توان پایینتر و کنترل حرارت اولویت دارد.
قابلیتهای چندمنظوره (جوش، برش، تمیزکاری)
دستگاه جوش لیزری 4 کاره، علاوه بر انجام جوشهای دقیق و تمیز، امکاناتی همچون برش فلزات، زنگزدایی از سطوح فلزی و تمیزکاری درزهای جوش را نیز در اختیار کاربران قرار میدهد
✅ برش:
با تعویض نازل جوش به برش، دستگاه بهراحتی امکان برش انواع فلزات را بدون نیاز به تجهیزات اضافی تا حداکثر 4 میلیمتر فراهم میسازد
✅ زنگزدایی:
این دستگاه با تغییر نازل جوش به تمیزکننده قابلیت پاکسازی زنگزدگی فلزات را از سطح قطعه با پهنای پوشش تا 12 میلیمتر دارد؛ اما برای تغییر کاربری جوش لیزری به تمیزکنندگی فلزات با پهنای 300 میلیمتر، امکان ارتقا دستگاه از طریق تعویض مینبرد و تورچ جوش به تمیزکننده فراهم است
✅ تمیزکاری درز جوش:
دستگاه بهصورت تخصصی برای حذف اکسیدها و آلودگیهای اطراف درزهای جوش طراحی شده و سطحی کاملا تمیز و آماده برای پوششدهی یا فرایندهای بعدی ایجاد میکند
لیست قیمت دستگاه جوش لیزری فایبر و عوامل مؤثر بر آن
دستگاه جوش لیزری (دستگاه جوش لیزری تفنگی) از فناوری متمرکز پرتو لیزر برای انجام عملیات جوشکاری، برش و زنگزدایی و همچنین تمیز کردن درز جوش با دقت و کیفیت بسیار بالا استفاده میکند همین ویژگیهای فنی پیشرفته در کنار کاربری آسان، از مهمترین دلایل تفاوت قیمت با سایر دستگاههای جوش سنتی مانند آرگون یا CO2 به شمار میآید
در واقع، بسیاری از شرکتها به دلیل کیفیت یکنواخت جوش، قابلیت کنترل دقیق و راندمان بالا، ترجیح میدهند از دستگاه جوشکاری لیزری استفاده کنند
در ادامه، مهمترین عوامل موثر بر تفاوت قیمت دستگاه جوش لیزری فایبر فلزات نسبت به دیگر دستگاههای جوش را بررسی میکنیم:
- قابلیت بالا: امکان اجرای الگوهای جوش پیچیده؛ مانند جوش زیگزاگی یا تغییرات پالس در فرایند جوشکاری
- تنظیمات دقیق پرتو لیزر: امکان تعیین نقطه تمرکز، ابعاد ناحیه جوش و توان خروجی متناسب با نوع متریال
- مصرف انرژی کمتر: در ضخامت و کیفیت جوش یکسان، مصرف برق دستگاه جوش لیزری فایبر بهمراتب کمتر از جوشکاری با گازهای آرگون یا CO2 است.
- کیفیت بالای جوش: به لطف تنظیمات دقیق در پارامترهایی مانند فرکانس، عرض و فرم پرتو، جوش حاصل از دستگاه جوش لیزر از نظر استحکام، ظرافت و یکنواختی کیفیت بالاتری دارد.
چرا دستگاه جوش لیزری روتک؟
پس از آشنایی با دستگاه جوش لیزری دستی و تفاوت آن با سایر روشهای سنتی، اکنون انتخاب دستگاه مناسب برای شما آسانتر خواهد بود با این حال، برای تصمیمگیری نهایی، آگاهی از مزایای دستگاه جوش لیزری فایبر از شرکت روتک میتواند راهگشا باشد
خرید دستگاه جوش لیزری فایبر از روتک، تضمینی برای کیفیت، اصالت و عملکرد بینقص دستگاه است چرا که ما در ساخت و تجهیز این دستگاهها از قطعات باکیفیت و برندهای معتبر جهانی مانند Max، GEFASST و دیگر تامینکنندگان شناختهشده استفاده میکنیم
از نظر اقتصادی نیز، قیمت دستگاه جوش لیزری آهن با برند روتک با توجه به کیفیت ساخت، قطعات بهکاررفته و در مقایسه با سایر عرضهکنندگان، کاملا رقابتی و مقرونبهصرفه است
با انتخاب روتک، شما از مزایای زیر بهرهمند خواهید شد:
- تحویل بهموقع دستگاه مطابق با زمانبندی مشخصشده در قرارداد (در اغلب موارد حداکثر تا ۲ ماه)
- موجودی کامل قطعات یدکی و مصرفی در انبار برای تامین فوری در صورت خرابی یا نیاز به تعویض
- امکان خرید اقساطی (پرداخت بخشی از مبلغ بهصورت نقد و مابقی در قالب چند فقره چک)
- دریافت لوازم مصرفی استاندارد از جمله نازلها، شیشه محافظ پایین، لنز فوکوس و سایر اقلام مورد نیاز دستگاه
- پوشش گسترده خدمات پس از فروش دستگاه جوش لیزری فایبر در سراسر کشور
- ارائه آموزشهای تخصصی برای کار با دستگاه بهصورت حضوری یا ویدیویی از طریق anydesk
- مشاوره خرید رایگان به شکل حضوری یا تلفنی، متناسب با متریال، نوع کار و بودجه
همانطور که مشاهده میکنید، خرید دستگاه جوش لیزری فایبر از روتک، تنها یک انتخاب فنی نیست؛ بلکه یک سرمایهگذاری مطمئن همراه با خدمات حرفهای است در بخش بعدی به جزییات خدمات پس از فروش خواهیم پرداخت که یکی از مزیتهای کلیدی خرید از روتک به شمار میآید
خدمات پس از فروش گسترده و ضمانت و گارانتی محصول روتک
شرکت روتک بهعنوان یکی از تامینکنندگان معتبر خرید دستگاه جوش لیزری تفنگی، تنها یک فروشنده یا عرضهکننده ساده نیست این مجموعه با تکیه بر تیم متخصص و آموزشدیده، خدمات پس از فروش گستردهای را در سراسر کشور ارائه میدهد تا مشتریان بتوانند با اطمینان کامل خرید کنند
با برخورداری از تعداد کافی نیروهای فنی، روتک امکان پشتیبانی از تمامی نقاط کشور را دارد و خدمات لازم را در کوتاهترین زمان ممکن به مشتریان ارائه میدهد به همین دلیل، خریداران دستگاههای جوش لیزری از پشتیبانی مستمر و حرفهای ما بهرهمند میشوند
برخی از مهمترین خدمات پس از فروش دستگاه جوش لیزری فایبر عبارتاند از:
تعویض و ارسال فوری قطعات آسیبدیده:
بعد از خرید دستگاه جوش لیزری فایبر از شرکت روتک، یک کارشناس فنی روتک شخصاً در محل شما حاضر میشود، دستگاه را نصب و راهاندازی میکند و آموزش کامل نرمافزاری و سختافزاری را ارائه میدهد این خدمت کاملاً رایگان است و نیازی به مراجعه حضوری ندارید؛ همچنین در طول دوره گارانتی ۱ ساله، در صورت بروز هرگونه مشکل فنی، تیم خدمات پس از فروش روتک با تعهد تعویض قطعات در محل شما حاضر میشود خدمات پس از فروش روتک به دوره گارانتی محدود نمیشود — تأمین قطعات، سرویس و پشتیبانی فنی تا ۱۰ سال پس از خرید در اختیار شماست.
مشاهده شرایط کامل گارانتی روتک
آموزش فنی رایگان:
پس از خرید دستگاه جوش لیزری، آموزش رایگان نحوه کار با دستگاه و نرمافزار کنترل آن در اختیار مشتریان قرار میگیرد علاوه بر این، فایلها و ویدیوهای آموزشی نیز ارائه میشود و در صورت نیاز، مشاوره آنلاین توسط کارشناسان فنی ما بهصورت لحظهای قابل دریافت است
نصب و راهاندازی رایگان:
تمامی فرایندهای نصب، راهاندازی و تست سلامت دستگاه، توسط تیم فنی روتک بهصورت رایگان و در مدتزمان کوتاه انجام میگیرد
پشتیبانی بلندمدت:
علاوه بر خدمات رایگان یکساله، مشتریان روتک میتوانند از خدمات پس از فروش دستگاه جوش لیزری فایبر بلندمدت بهرهمند شوند
مزیت رقابتی روتک در مقایسه با رقبا، ارائه خدمات پس از فروش، پاسخگویی سریع، نصب و تعمیر رایگان و آموزش کامل به مشتریان است
آموزش کار با دستگاه
کار با دستگاه جوش لیزر فایبر فرایندی ساده و قابل یادگیری است طراحی کاربرپسند این دستگاه باعث میشود اپراتورها در مدتزمان کوتاهی بتوانند کار با آن را فرا بگیرند در این بخش، به طور خلاصه با مراحل روشن و خاموش کردن دستگاه آشنا خواهید شد
مراحل روشن کردن دستگاه
برای روشن کردن دستگاه، لازم است مراحل زیر را به ترتیب و با دقت انجام دهید:
- شیر گاز را باز کرده و فشار آن را روی مقدار مورد نیاز تنظیم کنید.
- فیوز اصلی دستگاه را روشن نمایید؛ در این مرحله چیلر شروع به کار میکند.
- بعد از روشن شدن چیلر منتظر بمانید تا دمای آن به ۲۵ درجه سانتیگراد برسد.
- پس از تثبیت دما، دکمه اضطراری (Emergency) را آزاد کنید و کلید اسکن هد و فایبر لیزر را روشن کنید.
- در این مرحله دستگاه آماده اجرای عملیات جوشکاری است؛ لازم است قبل از شروع عملیات جوشکاری مرکزیت پرتو لیزر چک شود.
مراحل خاموش کردن دستگاه
خاموش کردن دستگاه جوش لیزری آهن نیز نیازمند طی کردن مراحل زیر به ترتیب است:
- کلید فایبر لیزر و اسکن هد را خاموش کنید و سپس کلید Emergency را فشار دهید.
- حدود ۱۰ دقیقه پس از خاموش شدن لیزر، فیوز اصلی دستگاه را قطع کرده تا چیلر خاموش شود و برق به طور کامل قطع شود.
- شیر گاز را ببندید.
- خروجی تورچ جوش را با بست مخصوص و یا با چسب نواری بپوشانید تا گرد و غبار به داخل گان نفوذ نکند.
- با رعایت این مراحل، فرایند خاموشسازی دستگاه بهدرستی انجام میشود.
کاربرد در صنایع مختلف
با توسعه فناوری لیزر فایبر و مزایایی مانند دقت بالا، سرعت بینظیر و کاهش نیاز به پرداخت نهایی، دستگاه جوش لیزری فایبر به یکی از تجهیزات کلیدی در خطوط تولید صنایع گوناگون تبدیل شده است این دستگاه در طیف وسیعی از صنایع مورد استفاده قرار میگیرد و جایگزینی قابلاعتماد برای روشهای سنتی جوشکاری بهشمار میرود
مهمترین کاربردهای دستگاه جوش لیزری فایبر عبارتاند از:
- صنعت خودرو: جوشکاری قطعاتی نظیر واشر سر سیلندر، فیلتر، باتری، آببندهای هیدرولیک و شمع خودرو
- صنعت نفت و گاز: مناسب برای جوشکاری لولهها و اتصالات صنعتی با دقت بالا
- لوازم خانگی و آشپزخانه: جوش بدنه و دسته ظروف، اجاقگاز، تجهیزات فلزی آشپزخانه
- لوله و اتصالات بهداشتی: جوشکاری لولههای آب، سهراهیها، شیرآلات و سردوشها
- صنایع پزشکی: ساخت ابزارهای دقیق، تجهیزات جراحی و بدنه دستگاههای پزشکی
- باطریسازی و صنایع انرژی: جوش باتریهای لیتیومی، ماژولهای ذخیره انرژی و محفظههای فلزی
- صنایع شیشهسازی: جوش قالبهای فولادی، استیل و حتی تیتانیومی
- صنایع الکترونیک: جوش اتصالات رله، کانکتورهای فایبر نوری، محفظه مدار و سیستمهای موتوری
- قالبسازی و موتورسازی: ایجاد جوشهای مستحکم و دقیق برای قطعات پیچیده
- ساخت مخازن و تجهیزات تحت فشار: مناسب برای تولید مخازن فلزی با استحکام بالا
- ساخت کابینت، قفسه و آسانسور: اتصال قطعات فلزی با ظاهری تمیز و یکنواخت
چک لیست نگهداری دستگاههای جوش لیزری
| ردیف | بخشها و قطعات | اقدامات | روزانه | هفتگی | ماهانه | فصلی | شش ماه | سالانه |
| 1 | لنز محافظ داخل هد | نظافت تعویض | √ | √ | ||||
| 2 | آینه داخل هد | نظافت | √ | |||||
| 3 | تنظیم مسیر پرتو هد لیزر | بررسی تنظیم | √ | √ | ||||
| 4 | فوکوس لنز | تنظیم | √ | |||||
| 5 | نازل هد لیزر | بررسی نظافت | √ | √ | ||||
| 6 | سطح هد جوش لیزر | نظافت | √ | |||||
| 7 | عملکرد گاز کمکی | بررسی | √ | |||||
| 8 | عملکرد سیم حفاظت اتصال بدنه | بررسی | √ | |||||
| 9 | عملکرد و دمای چیلر | بررسی | √ | |||||
| 10 | مایع ضد انجماد آب چیلر | بررسی تعویض | √ | √ | ||||
| 11 | محل خروج سیم جوش | بررسی تنظیم | √ | √ | ||||
| 12 | کاور سیم و اتصالات تورچ به دستگاه | نظافت | √ | |||||
| 13 | بررسی آلارمهای داخل حافظه دستگاه | عیب یابی | √ | |||||
| 14 | پنل کاربری دستگاه | نظافت | √ | |||||
| 15 | سطح مولد لیزر | نظافت | √ | |||||
| 16 | اتصالات آب خنک مولد و تورچ لیزر | بررسی | √ | |||||
| 17 | فن تهویه و تجهیزات تابلو برق | نظافت | √ | |||||
| 18 | فیلتر هواکش چیلر | بررسی تعویض | √ | √ | ||||
| 19 | کندانسور و تهویه چیلر | نظافت | √ | |||||
| 20 | کیفیت عملکرد ارت و استابلایزر | عیب یابی | √ |
تماس و مشاوره رایگان + شرایط اقساطی
برای اطلاع از جزییات و لیست قیمت دستگاه جوش لیزری فایبر و همچنین مشاوره خرید یا نصب رایگان میتوانید بهصورت مستقیم از طریق وبسایت رسمی شرکت اقدام کرده یا با کارشناسان فروش دستگاه جوش لیزری میتوانید با شماره 02148000090 تماس حاصل فرمایید تیم پشتیبانی روتک آماده پاسخگویی سریع و دقیق به سوالات شما درباره مشخصات و قیمت بهروز محصولات است تا بتوانید با آگاهی کامل خریدی مطمئن داشته باشید همچنین، امکان خرید دستگاه جوش لیزری با شرایط اقساطی نیز فراهم شده است برای دریافت اطلاعات کامل درباره شرایط فروش اقساطی، همین حالا با واحد فروش در تماس باشید
در صورتی که بهدنبال گزینهای قابل حمل و بدون نیاز به چیلر آبی هستید، دستگاه جوش لیزری پرتابل میتواند انتخابی کاربردی برای پروژههای کوچک، کارهای نصب در محل یا مشاغل خدماتی باشد این مدل با خنککننده هوا و طراحی جمعوجور، امکان جوشکاری سریع و دقیق را در محیطهای محدود فراهم میکند برای انتخاب بهتر، مشخصات هر دو دستگاه را با نیاز کاری خود مقایسه نمایید
ویدیوهای مربوط







مزایای دستگاه جوش لیزری فایبر + اقساطی
زمان آموزش اپراتور برای کار با این دستگاه کمتر از یک روز است در حالیکه جوشکاری با روش های سنتی نیاز به کسب مهارت فراوانی دارد.
سرعت جوشکاری با این دستگاه تقریباً چهار برابر روشهای سنتی است.
در این روش با استفاده از تکنولوژی لیزر ی و ایجاد باریکترین قطر جوش، نیاز به روش های پرداخت مانند سنگ زنی و پولیش کاری به طور چشگیری کاهش می یابد.
جوشکاری به روش های قوس الکتریکی به دلیل انتقال الکترون در کل سطح فلز ، موجب اعوجاج و تغییر رنگ متریال و همچنین افزایش گرما در آن می گردد؛ در حالیکه جوشکاری با تکنولوژی لیزری به دلیل اعمال حرارت فقط در محل جوش، تغییر رنگ و افزایش گرما صورت نمی گیرد.
در این دستگاه امکان اتصال فلزات بدون استفاده از الکترود ، وایـــر و فیلر وجود دارد.
مصرف برق به میزان 80 تا 90 درصد در مقایسه با روش های سنتی در پروژه های مشابه کاهش پیدا می کند.
یکی از مزیت های این روش ، استفاده از نیتروژن (گاز محافظ) به عنوان جایگزین گاز آرگون است؛ با توجه به این امر هزینه ماهیانه گاز مصرفی به شدت کاهش می یابد.
با توجه به استفاده از تکنولوژی لیزر ، خطرات تشعشع ناشی از جوشکاری برای اپراتور کاهش یافته است.
جوش فلزات مختلف به یکدیگر مانند آهن به استیل با این دستگاه امکان پذیر است.
استفاده از هد دستی در دستگاه جوش لیزری فایبر باعث میشود تا بدون محدودیت در اندازه میزکاری و در سطح گستره جوشکاری کرد؛ در واقع این عملیات با انتقال اشعه لیزر توسط فیبر نوری منعطف به هد امکان حرکت در زوایای مختلف روی متریال را فراهم می کند.
طراحی این دستگاه به صورت ماژولار و یکپارچه بوده که با وجود چرخ های حرکتی، فضای کمی را اشغال کرده و قابلیت هجا به جایی و حمل و نقل آسانی دارد.

ویژگیهای دستگاه جوش لیزری فایبر + اقساطی
عدم نیاز به متخصص جوشکاری
افزایش سرعت جوشکاری
کاهش چشمگیر موارد پرداخت و پولیش کاری
عدم ایجاد اعوجاج و تغییر رنگ فلــزات
توانایی جوشکاری همراه با سیم جوش ( wire ) یا بدون سیم
کاهش هزینه مصرف برق در مقایسه با مدل های سنتی
امکان جوشکاری با هوای فشرده و گازهای آرگون و نیتروژن
کاهش هزینه گاز مصرفی در مقایسه با جوش MIG و TIG
کاهش خطرات ناشی از تشعشعات جوشکاری برای اپراتور
امکان جوشکاری فلزات ناهمگون به یکدیگر
امکان جوش فلزات با ضخامت کم و حساس به گرما
کیفیت بالای جوشکاری با سطح صاف و بدون حفره
دارای دقت و مقاومت بسیار بالا در مقایسه با سایر روش ها
ساختار بهینهی کابین دستگاه
نمونه محصولات




| نوع متریال | حکاکی | برش |
|---|---|---|
| آهن | ||
| استیل | ||
| آلومینیوم | ||
| برنج | ||
| چدن |
محصولات مرتبط



مشخصات فنی
مدل
RT1500HWM
ابعاد دستگاه
1100.650.1300mm
توان لیزر
1.5/2/3kw
طول موج لیزر
1080nm
سورس لیزر
MAX
سرعت جوشکاری
0-120mm/s
شکاف جوشکاری
≤ 1.5
طول فایبر
6m
سیستم خنککننده
خنککننده آب
برق مصرفی
380v/50hz,220v optional
رطوبت محیط
85%
دمای محیط
15-35°C
وزن دستگاه
200Kg
هد و کنترل سیستم
GEFASST
دانلود کاتالوگ
گالری تصاویر مشتریان


































سوالات متداول دستگاه جوش لیزری فایبر + اقساطی
دستگاه جوش لیزری فایبر چیست و چه کاربردهایی دارد؟
دستگاه جوش لیزری فایبر با استفاده از پرتو لیزر متمرکز، امکان جوشکاری دقیق و سریع انواع فلزات مانند آهن، استیل، آلومینیوم و برنج را فراهم میکند و در صنایع مختلفی مثل خودروسازی، پزشکی و تولید تجهیزات کاربرد دارد.
مزایای استفاده از دستگاه جوش لیزری نسبت به روشهای سنتی چیست؟
این دستگاه سرعت بالا، دقت بسیار زیاد، کاهش نیاز به نیروی ماهر، کمترین تغییرات حرارتی روی قطعه و کیفیت جوش یکدست را ارائه میدهد که منجر به افزایش بهرهوری و کاهش هزینهها میشود.
آیا دستگاه جوش لیزری برای جوشکاری چه ضخامتهایی مناسب است؟
-
معمولاً این دستگاه برای جوشکاری فلزات با ضخامت تا حدود ۸ میلیمتر بسیار مناسب است و برای ضخامتهای بیشتر، بسته به مدل دستگاه و تنظیمات میتواند عملکرد خوبی داشته باشد.
-
آیا برای کار با دستگاه جوش لیزری فایبر نیاز به تخصص خاصی هست؟
استفاده از این دستگاه نسبت به جوشکاری سنتی نیاز به تخصص کمتری دارد و با آموزشهای اولیه میتوان عملیات جوشکاری دقیق و حرفهای انجام داد.
آیا دستگاه جوش لیزری فایبر محدودیتهایی هم دارد؟
بله، این دستگاه برای جوشکاری مواد غیر فلزی یا فلزات با خاصیت انعکاسی بسیار بالا مناسب نیست و همچنین به شرایط محیطی مانند دما و رطوبت حساس است.
چطور میتوان کیفیت جوش دستگاه جوش لیزری را تضمین کرد؟
با استفاده از تنظیمات دقیق، نگهداری صحیح دستگاه و استفاده از قطعات و برندهای معتبر، کیفیت جوشکاری بهینه و پایدار حفظ میشود.
مصرف برق دستگاه جوش لیزری فایبر چقدر است؟
مصرف برق بسته به توان و مدل دستگاه متفاوت است اما به دلیل وجود چیلر و سیستمهای خنککننده، مصرف برق دستگاههای صنعتی معمولاً بالاتر از دستگاههای کوچک و پرتابل است.
آیا دستگاه جوش لیزری فایبر نیاز به نگهداری خاصی دارد؟
بله، نگهداری منظم شامل تمیز کردن لنزها، چک کردن سیستم خنککننده و بررسی قطعات مصرفی باعث افزایش طول عمر و عملکرد بهتر دستگاه میشود.
چگونه میتوان دستگاه جوش لیزری مناسب نیاز خود را انتخاب کرد؟
با مشاوره تخصصی و بررسی نیازهای تولیدی مانند نوع فلز، ضخامت، سرعت و دقت مورد انتظار، بهترین مدل دستگاه قابل انتخاب است.
آیا شرکت روتک خدمات پس از فروش و گارانتی برای دستگاه جوش لیزری ارائه میدهد؟
بله، روتک با ارائه خدمات پس از فروش گسترده، گارانتی معتبر و پشتیبانی فنی، اطمینان از کیفیت و عملکرد دستگاه را برای مشتریان خود تضمین میکند.
سلام دستگاه جوش کوچیکتر هم موجود دارید؟
سلام وقت بخیر
بله دستگاه های جوش لیزری پرتابل در 2 مدل هواخنک و آب خنک که میتوانید اطلاعات کامل آن را در لینک زیر مشاهده کنید.
دستگاه جوش لیزری پرتابل