تخمین سرعت و توان دستگاه برش لیزری براساس نوع متریال، نقشی کلیدی در دستیابی به نتایج باکیفیت و بهینه ایفا میکند. قدرت لیزر، که میزان انرژی متمرکز شده روی متریال را مشخص میکند، باید متناسب با ضخامت و نوع ماده تنظیم شود. توان بالا برای برش سریعتر و مؤثر مواد ضخیم مانند فلزات سنگین مناسب است، اما ممکن است باعث ایجاد آسیب حرارتی در مواد ظریفتر شود. از سوی دیگر، قدرت پایین برای مواد نازکتر یا برشهای دقیق، ایدهآل است. تعادل میان قدرت و سرعت برش، برای جلوگیری از لبههای خشن یا ناتمام ضروری است.
تنظیم اجزای دستگاه برش لیزر
دستگاه برش لیزری یکی از کاربردیترین روش ها برای ایجاد برشهای دقیق و بهینه روی متریالهای مختلف فلزی، پلاستیکی، چوبی و … است. به جهت دستیابی به برش دقیقتر و بهتر، تنظیمات اجزای دستگاه برش اهمیت پیدا میکنند.
با توجه به نوع متریال مورد استفاده، پارامترها تنظیم میشوند؛ البته برخی پارامترها به صورت پیش فرض در دستگاه تنظیم شده و قابلیت تنظیم مجدد دارد. برخی از این تنظیمات عبارتند از سرعت اولیه برش که به سرعت شروع کار دستگاه و سرعت حرکت هد و نازل اشاره دارد. درصورت استفاده از سرعت بالا، ممکن است تا دستگاه بلرزد و عملکرد درستی را از خود نشان ندهد. در ادامه این مطلب به بررسیاجزای اصلی دستگاه برش لیزریو آشنایی با تنظیمات دستگاه برش لیزر میپردازیم:
برای بهبود الگوی برش دقیق و بهتر، باید اجزای دستگاه برش لیزر را تنظیم کرد.
پس از هر بار استفاده، اجزای دستگاه با تنظیمات متغیر نیاز به تنظیم مجدد دارند تا آماده برش متریال مختلف شوند.
تنظیم قدرت دستگاه برش لیزر
تنظیم سطح قدرت یا توان از جمله تنظیمات بسیار مهم در دستگاه برش لیزر است که تاثیر زیادی بر کیفیت برش دارد. این پارامتر با میزان انرژی لیزر ارتباط مستقیم دارد و میتواند میزان نفوذ لیزر در متریالهای مختلف را بسته به نوع و ضخامت آن تغییر دهد؛ به همین دلیل برای هر متریالی تنظیمات قدرت مخصوص و ویژهای وجود دارد.
از آنجایی که تنظیم قدرت دستگاه برش لیزر بسیار مهم است، بنابراین بهتر است تا برای تنظیم دستگاه برش لیزر به موارد زیر توجه داشت:
افزایش قدرت لیزر باعث ایجاد نفوذ بیشتر لیزر به درون متریال، تبخیر، سوختگی و حذف لبههای کار میشود؛ بنابراین توجه به تنظیم میزان قدرت دستگاه برش لیزر در ایجاد نقاطی مانند حذف لبههای کار، جلوگیری از سوختگی و تبخیر بیشتر در آنها است.
برای اینکه متریال مدنظر بدون هیچ نوع آسیب دیدگی با تفاوتی برش بخورند، باید در ابتدا عمق برش نرمال برای هر متریال را بدست آورد و سپس تنظیمات قدرت دستگاه برش لیزر را انجام داد؛ چراکه در صورتی که قدرت دستگاه برش لیزری زیاد باشد، لبههای پهنتر و در صورتی که قدرت دستگاه کمتر باشد، لبههای نازکتری ایجاد میشود.
تنظیم سرعت دستگاه برش لیزر
یکی دیگر از پارامترهای مهم در تنظیمات دستگاه برش لیزر، تنظیم سرعت است. تنظیم سرعت دستگاه برش لیزر، نقش بسیار مهمی در کنترل مدت زمان تابش پرتو لیزر به متریال و میزان توان و قدرت لیزر در یک نقطه مشخص دارد.
افزایش سرعت دستگاه برش منجر به کاهش انرژی مصرفی، کاهش زمان نفوذ پرتو در متریال و در نتیجه کاهش عمق برش میشود. برای دستیابی به نتایج بهینه، تنظیمات صحیح و بهینه قدرت و سرعت لیزر بسیار حیاتی است. این اقدامات باعث بهبود کیفیت و دقت برش، کاهش زمان و انرژی مصرفی، و افزایش بهره وری در فرآیند برش لیزر میشود.
تنظیم پارامترهای دستگاه در طول فرایند برش
در طول فرایند برش، پارامترهای دستگاه و اجزایی مانند ریلهای راهنما، دسته سیم و کوپلینگ باید ثابت و فیکس شوند.
با توجه به متریالی که بر روی آن کار میشود، پارامترها باید تغییر کنند.
تنظیمات پیش فرض و دستی
برخی پارامترهای اولیه در دستگاه بهصورت پیشفرض (بای دیفالت) تنظیم شدهاند.
این پارامترها را میتوان با مقادیر دلخواه بهصورت دستی تنظیم کرد.
یکی از این تنظیمات، سرعت اولیه (سرعت شروع کار دستگاه و سرعت هد و نازل) است.
اگر سرعت خیلی زیاد باشد، دستگاه شروع به لرزیدن میکند.
در کل، تنظیم دقیق اجزای دستگاه برش لیزر پس از هر بار استفاده و همچنین تنظیم پارامترهای دستگاه متناسب با نوع ماده مورد برش، برای دستیابی به برش دقیق و بهتر ضروری است.
تنظیم فاصله کانونی
فاصله کانونی یکی از مهمترین موارد در دستگاه برش لیزر است؛ به طوری که داشتن برش دقیق و باکیفیت بدون تنظیم فاصله کانونی امکان پذیر نیست. به طور کلی فاصله کانونی در واقع یک قطعه عدسی همگرا است که باعث ایجاد همگرایی نور انتشار یافته از تیوب و انعکاس آن از راه آینههای لیزر میشود.
این قطعه در دستگاه برش لیزر در واقع نقطه تجمع یافته از نورهای خارج شده از لنز لیزر است که توان و قدرت بالایی دارد. تنظیمات مربوط به فاصله کانونی دستگاه لیزر باید با در نظر گرفتن نوع لنزهای مختلف انجام شود. یک روش کاربردی برای تنظیم فاصله کانونی دستگاه، قرار دادن 4 مربع در چهار اطراف میز است؛ در این روش از طریق اطمینان از یکسانی عمق برش در چهار طرف میز، موفق به تنظیم صحیح فاصله کانونی دستگاه میشود. این اقدامات باعث افزایش دقت و کیفیت برش، بهبود عملکرد دستگاه لیزر و افزایش بهرهوری در فرآیند برش میشود.
فاصله کانونی دستگاه برش لیزر، نقطه تجمع نورهای خارج شده از لنز لیزر است که بیشترین توان و قدرت دستگاه در این نقطه تعریف میشود.
برای تنظیم فاصله کانونی، میتوان با قرار دادن 4 مربع در چهار اطراف میز، یکسان بودن عمق برش در چهار طرف میز را بررسی کرد که نشاندهنده تنظیم بودن فاصله کانونی دستگاه است.
تنظیم تیوب
تیوب بخشی از دستگاه برش لیزر است که در قسمت پشت و روی دو براکت (پایه) قابل تنظیم قرار دارد.
تنظیم تیوب توسط پایهها انجام میشود و با تنظیم آینههای دستگاه به طور مستقیم و تنظیم عدسی و لنز دستگاه به صورت غیرمستقیم ارتباط دارد.
تنظیم عدسی
عدسی مهمترین قطعه دستگاه برش لیزر است که تنظیم آن بر توان و کیفیت برش نقش بسزایی دارد.
عدسی باید به گونهای تنظیم شود که اشعه برخورد کننده به آینههای اول تا سوم، به عدسی برسد.
تنظیم عدسی به دو دلیل باید به صورت روزانه انجام شود: 1) عدسی نزدیکترین قطعه به متریال تحت برش است، 2) دوده تولید شده هنگام حکاکی و برش به عدسی برخورد میکند.
تنظیم نازل لیزر
نازل لیزر در حکاکی و برش متریال نقش دارد.
اگر تنظیم قدرت و سرعت لیزر در نازل به درستی صورت نگرفته باشد، عملیات برش و حکاکی با خطا پیش خواهد رفت.
بهترین تنظیمات برای تعیین قدرت و سرعت در دستگاه برش لیزر
در تنظیمات دستگاه برش لیزر، اهمیت انجام تست آزمایشی بر روی قطعهای از متریال برای تعیین تنظیمات ایدهآل برجسته است. این تست ضروری است زیرا پارامترهای تنظیم قدرت و سرعت لیزر برای متریالهای مختلف به شکلی واحد تنظیم نمیشوند و نیاز به تنظیمات خاص دارند. انجام تست آزمایشی کمک میکند تا از وقوع خطاهای احتمالی جلوگیری شود و به بهترین تنظیمات دستگاه برسیم.
همچنین، آموزش کامل و صحیح در استفاده از دستگاه برش لیزر بهعنوان مهمترین فاکتور برای بهبود کیفیت برش در محصول نهایی تأکید شده است. این اقدامات باعث بهبود عملکرد و دقت دستگاه برش لیزر و در نتیجه افزایش کیفیت و کارایی در فرآیند برش میشود.
تنظیم قدرت و سرعت لیزر فلزات و زمان برش
تنظیم دقیق سرعت، قدرت و زمان برش با در نظر گرفتن ویژگیهای متریال و دستگاه، نقش مهمی در بهبود کیفیت و بهرهوری عملیات برش لیزر دارد.
تنظیم سه متغیر سرعت، قدرت و زمان برش
سرعت، قدرت و زمان برش از مهمترین متغیرهای تنظیم در دستگاه برش لیزر هستند.
این متغیرها باید با توجه به نوع دستگاه و متریال برش تنظیم شوند.
نکات مهم در تنظیمات برش
افزایش زمان برش و حکاکی، عمق حکاکی در متریال را کمتر میکند.
باید تمیز بودن عدسی، آینهها، لنز و دیگر قطعات دستگاه را مورد توجه قرار داد.
سرعت، کمیت تعیینکننده حرکت نازل لیزر در جهت محورهای x و y است. افزایش سرعت، زمان و هزینه کمتر عملیات را در پی دارد.
توان، نشاندهنده پرتاب پرتو لیزر بدون در نظر گرفتن سرعت آن است. میزان بیشتر توان، باعث حکاکی عمیقتر در متریال میشود، اما کیفیت و ظرافت کمتری را در بر دارد.
افزایش توان دستگاه لیزر، باعث افزایش سرعت برش، کاهش زمان و هزینه کمتر آن میشود.
بهینه سازی تنظیمات
تنظیم بهینه سه متغیر سرعت، قدرت و زمان برش با توجه به نوع دستگاه برش لیزری و متریال برش، باعث صرفهجویی در زمان کار با دستگاه لیزر میشود.
اهمیت تنظیم قدرت و سرعت لیزر در برش و حکاکی
تنظیم دقیق پارامترهای قدرت و سرعت لیزر از عوامل کلیدی در بهبود کیفیت برش و حکاکی است. از آنجا که این تنظیمات در مواد مختلف نیازمند تنظیمات متفاوت هستند، بهتر است برای هر نوع متریال یک تست آزمایشی انجام دهید تا به بهترین نتیجه برسید و از خطاهای احتمالی جلوگیری کنید. همچنین، پیش از هر چیز، آموزش صحیح کار با دستگاه برش لیزر باید به عنوان مهمترین فاکتور برای دستیابی به بهترین کیفیت برش در نظر گرفته شود.
تنظیم سرعت و قدرت دستگاه لیزر از اهمیت بالایی برخوردار است زیرا تاثیر مستقیمی بر کیفیت، دقت و بهرهوری فرآیند برش یا حکاکی دارد. دلایل اهمیت تنظیم صحیح این پارامترها عبارتاند از:
بهبود کیفیت برش و حکاکی: انتخاب قدرت بالاتر از حد مجاز میتواند باعث سوختن یا ذوب شدن ماده شود، در حالی که قدرت پایینتر ممکن است برش ناقص ایجاد کند؛ همچنین سرعت پایینتر به دستگاه زمان بیشتری برای نفوذ به ماده میدهد، اما در سرعتهای بسیار کم ممکن است ماده دچار تغییر رنگ یا سوختگی شود.
افزایش بهرهوری و صرفهجویی در زمان: تنظیم بهینه سرعت و توان باعث میشود که فرآیند برش یا حکاکی در کوتاهترین زمان ممکن و با بهترین کیفیت انجام شود. این امر بهویژه در تولیدات انبوه یا پروژههای بزرگ اقتصادی بسیار مؤثر است.
محافظت از دستگاه: تنظیم نادرست توان یا سرعت ممکن است باعث آسیب به قطعات دستگاه مانند لنزها یا سیستم خنککننده شود.
پیشگیری از اتلاف مواد: موادی مانند چوب، پلاستیک یا فلزات قیمتی ممکن است در اثر تنظیم نادرست قدرت یا سرعت خراب شوند. تنظیم دقیق این پارامترها کمک میکند تا از اتلاف مواد جلوگیری شود.
تاثیر بر هزینهها: سرعت و توان بهینه باعث کاهش مصرف انرژی و افزایش طول عمر قطعات مصرفی دستگاه، مانند تیوب لیزر، میشود که در بلندمدت هزینههای تولید را کاهش میدهد.
سازگاری با انواع مواد: هر ماده ویژگیهای خاص خود را دارد؛ بنابراین برای مواد سخت و ضخیم مانند فلزات، قدرت بالا و سرعت پایین و برای مواد نرمتر مانند پارچه یا چرم، توان پایینتر و سرعت بالاتر توصیه میشود.
دقت بالا: برش لیزری فلزات به عنوان یک فرایند صنعتی پرکاربرد، از دقت بالایی برخوردار است. دستیابی به این دقت بالا به تنظیم دقیق قدرت و سرعت لیزر بستگی دارد.
سرعت برش بالا: برش لیزری فلزات از سرعت برش بالایی برخوردار است. این سرعت برش بالا نیز مستلزم تنظیم دقیق قدرت و سرعت لیزر است.
عدم نیاز به ابزار آلات سنتی: برش لیزری فلزات نیازی به ابزارآلات سنتی ندارد. این مزیت نیز مستلزم تنظیم دقیق قدرت و سرعت لیزر است.
تنظیم قدرت و سرعت لیزر
نکات مهم در تنظیم قدرت و سرعت لیزر فلزات
نکات مهم برای تنظیم دقیق قدرت و سرعت لیزر در فرایند برش لیزری فلزات، منجر به دستیابی به کیفیت و راندمان مطلوب در این فرایند خواهد شد:
تست و خطا
استفاده از جداول راهنمای برش لیزری
ایمنی
نگهداری و تمیز کردن دستگاه لیزر
تنظیم قدرت دستگاه برش لیزری چگونه انجام میشود؟
توان دستگاه لیزر میزان انرژی تولید شده توسط پرتو لیزر را کنترل میکند. به طور کلی، هرچه توان لیزر بیشتر باشد، انرژی تولید شده نیز افزایش مییابد. مقدار انرژی مورد نیاز برای برش مواد مختلف و در ضخامتهای متفاوت، با یکدیگر تفاوت (تفاوت قدرت دستگاه در ضخامت های مختلف ورق ها) دارد. به همین دلیل، تعیین مقدار عددی دقیق برای تنظیم قدرت دستگاه برش لیزر به طور عمومی امکانپذیر نیست.
پرتو لیزر به صورت مخروطی در مواد نفوذ میکند. بنابراین، هرچه توان لیزر بیشتر باشد، نفوذ پرتو در ماده افزایش مییابد و لبههای برش تمایل به عریضتر شدن دارند. این مسئله میتواند باعث سوختگی و تبخیر بیشتر لبهها شود. در حالی که قدرت لیزر برای عمق برش اهمیت زیادی دارد، اما برای دستیابی به لبههای تمیز و بدون دود و خوردگی، تنظیمات سرعت نیز نقش مهمی ایفا میکند.
نتیجهگیری از تنظیم قدرت:
قدرت بالا = برش عمیقتر = لبههای عریضترقدرت پایین = برش کمعمقتر = لبههای نازکتر
تنظیم قدرت دستگاه برش لیزری باید بر اساس نوع و ضخامت ماده انجام شود. قدرت بالا منجر به برش عمیقتر و لبههای پهنتر میشود، درحالیکه قدرت پایین باعث برش کمعمق و لبههای نازکتر خواهد شد.
قدرت لیزر و میزان نیرو:
سطح توان و قدرت دستگاه لیزر مستقیما میزان نیروی لیزر را کنترل میکند.
هرچه توان لیزر بیشتر باشد، نیرو در لیزر افزایش مییابد.
تنظیم قدرت بر اساس نوع و ضخامت متریال:
میزان نفوذ لیزر به نیرو مورد نیاز برای آن بین متریال مختلف و با ضخامتهای مختلف متفاوت است.
بنابراین، نمیتوان مقدار عددی مشخصی برای قدرت دستگاه برش لیزر تعیین کرد.
قدرت دستگاه برای برش متریال مختلف با ضخامتهای متفاوت یکسان نیست.
رابطه قدرت و نفوذ لیزر:
هرچه قدرت لیزر بیشتر باشد، پرتو مخروطی شکل آن بیشتر در ماده نفوذ میکند.
بنابراین، لبهها بیشتر حذف میشوند و لبه متریال بیشتر دچار سوختگی و تبخیر میشود.
اهمیت قدرت برای عمق برش:
قدرت لیزر یک ضرورت برای رسیدن به عمق برش مورد نیاز است.
تنظیم سرعت دستگاه برش لیزری چگونه انجام میشود؟
سرعت دستگاه برش لیزر تاثیر زیادی بر مدت زمان تابش پرتو به متریال و میزان انرژی منتقل شده به آن دارد. افزایش سرعت باعث کاهش عمق برش و نفوذ پرتو در متریال میشود. بنابراین، برای بهینهسازی عملکرد دستگاه، تنظیم صحیح قدرت و سرعت ضروری است.
سرعت دستگاه برش لیزر به سرعت حرکت نازل بر روی محورهای افقی و عمودی مربوط است. این پارامتر تعیینکننده مدتزمان تابش پرتو به مواد و میزان انرژی وارد شده به هر نقطه از ماده است. افزایش سرعت باعث کاهش مدت زمان تابش و در نتیجه کاهش انرژی وارد شده به ماده میشود که برش کمعمقتری را به همراه خواهد داشت.
نتیجهگیری از تنظیم سرعت:
سرعت بالا = برش سریعتر = عمق کمسرعت پایین = برش آهستهتر = عمق بیشتر
تنظیم سرعت دستگاه برش لیزری باید با توجه به نیاز به عمق برش و دقت لبهها انجام شود. افزایش سرعت باعث برش سریعتر اما کمعمق میشود، درحالیکه کاهش سرعت برش آهستهتر اما عمیقتر را به همراه دارد.
تعریف سرعت در دستگاه برش لیزر:
در دستگاه برش لیزری به سرعت حرکت نازل روی محورهای افقی و عمودی وابسته است.
نقش سرعت در کنترل نیرو:
از این آیتم برای تعیین مدت زمان تابش پرتو به متریال و کنترل میزان نیرو روی یک نقطه استفاده میشود.
رابطه سرعت و عمق برش:
هرچه سرعت بیشتر باشد برش سریعتر بوده و عمق کمتر است و بلعکس.
اهمیت تعادل سرعت و دقت:
تعادل بین سرعت و دقت در دستگاه برش لیزری بسیار مهم و یکی از اهداف است.
تأثیر سرعت برش بر کیفیت سطح برش
سرعت بالای برش میتواند منجر به برشهای ناپایدار و سطحی با کیفیت پایین شود. در این حالت، لیزر ممکن است نتواند بهطور کامل از طریق فلز عبور کند، که نتیجه آن لبههای خام و ناصاف است. در مقابل، سرعت برش پایینتر میتواند دقت و کیفیت برش را افزایش دهد، اما ممکن است منجر به افزایش زمان تولید و مصرف انرژی بیشتر شود.
تأثیر سرعت بالای برش لیزری بر کیفیت
وقتی سرعت دستگاه برش لیزری بسیار بالا باشد، ممکن است مشکلاتی ایجاد شود که کیفیت برش را تحت تأثیر قرار دهد. در این حالت، ممکن است برش بهطور کامل انجام نشود و تنها جرقههایی ایجاد شود، یا برخی بخشهای قطعه به درستی برش داده نشود. در نتیجه، ضخامت برش افزایش پیدا میکند. چون حرکت لیزر با سرعت بالا است، برش بهطور کامل و دقیق در زمان مناسب انجام نمیشود و برش به صورت زاویهدار خواهد بود.
سرعت برش مناسب همچنین به ضخامت فلز بستگی دارد. برای فلزات با ضخامت بیشتر، سرعت برش باید کاهش یابد تا لیزر بتواند با قدرت بیشتری از طریق فلز عبور کند و برش تمیز و دقیقی ایجاد کند. در حالی که برای فلزات نازکتر، سرعت بالاتر ممکن است نتایج بهتری بهدنبال داشته باشد.
برای تعیین سرعت مناسب برش قطعه کار، میتوان از جرقههای حاصل از برش کمک گرفت. جرقهها معمولاً به سمت پایین پخش میشوند. اگر جرقهها زاویهدار باشند، نشاندهنده سرعت بیش از حد برش است و باید سرعت کاهش یابد. اگر جرقهها پخش نشده و به هم چسبیده باشند، یعنی سرعت برش بسیار کند است و باید آن را افزایش داد.
تأثیر سرعت پایین برش لیزری بر کیفیت
از طرف دیگر، سرعت پایین برش نیز مشکلات خاص خود را دارد. برش با سرعت کم ممکن است باعث ذوب بیش از حد قطعه و ایجاد لبههای زبر و ناخوانا شود. علاوه بر این، شکاف برش با سرعت کم گستردهتر میشود، زیرا در این حالت، گوشههای قطعه بیش از حد ذوب میشوند و برش ایدهآل بهدست نخواهد آمد. در نتیجه، بهرهوری دستگاه کاهش مییابد.
تنظیم متغیرهای سرعت، قدرت و زمان برش
این سه متغیر از مهمترین پارامترهای تنظیم دستگاه هستند و باید بر اساس نوع دستگاه و متریال انتخاب شوند. نکات مهم در تنظیمات این پارامترها عبارتند از:
افزایش زمان برش باعث کاهش عمق حکاکی در متریال میشود.
تمیز بودن عدسیها و آینهها در بهبود کیفیت برش تاثیر زیادی دارد.
افزایش سرعت باعث کاهش زمان و هزینه عملیات میشود.
افزایش توان عمق حکاکی را افزایش میدهد، اما ممکن است کیفیت ظریف کاری را کاهش دهد.
پارامتر
تاثیر
نکات مهم
زمان برش
با افزایش زمان برش، عمق حکاکی کاهش مییابد
لزوم تمیز بودن عدسیها و آینهها برای کیفیت بهتر
سرعت
افزایش سرعت موجب کاهش زمان و هزینه میشود
انتخاب بر اساس نوع دستگاه و متریال
قدرت (توان)
افزایش توان، عمق حکاکی را بیشتر میکند
ممکن است کیفیت ظریفکاری کاهش یابد
بهینهسازی تنظیمات حکاکی
برای حکاکی با سرعت بالا، بهتر است قدرت متوسط لیزر را انتخاب کنید. این کار باعث بهبود کیفیت حکاکی و افزایش سرعت میشود.
بهینهسازی تنظیمات برش
برای برش دقیق، تنظیم قدرت و سرعت باید به دقت انجام شود. تنظیم نادرست این پارامترها ممکن است باعث مشکلاتی مانند جدا شدن قسمتهایی از متریال شود. در این موارد، بهتر است سرعت را کمی کاهش دهید.
نکات مهم برای بالا بردن کیفیت برش لیزر
برای دستیابی به کیفیت برش بالا، باید به نکات زیر توجه داشته باشید:
تمیز بودن آینهها و لنزها از عوامل مهم در افزایش کیفیت برش است.
موقعیت دقیق نازل در محل مناسب نیز تاثیر زیادی بر دقت عملیات دارد.
تنظیم دقیق فاصله کانونی دستگاه باعث بهبود کیفیت برش میشود.
این تنظیمات، زمانی که به درستی اعمال شوند، میتوانند باعث بهبود کیفیت و کاهش هزینههای عملیاتی در دستگاههای برش لیزر شوند.
در فرآیند برش با لیزر، تنظیم صحیح قدرت و سرعت دستگاه لیزر، تأثیر بسزایی در کیفیت و کارایی عملیات دارد. انتخاب تنظیمات نامناسب میتواند مشکلات جدی ایجاد کند که به شرح زیر هستند:
کیفیت برش: تنظیمات نادرست ممکن است منجر به لبههای ناهموار، وجود پلیسه، ذوب شدن فلز، و حتی اکسیداسیون سطحی شود که همگی بر کیفیت نهایی محصول تأثیر منفی میگذارند.
دقت برش: هنگامی که تنظیمات قدرت و سرعت لیزر به درستی انجام نشود، پرتو لیزر ممکن است دچار انحراف شود، که این امر منجر به کاهش دقت برش و ناتوانی در انجام برشهای دقیق خواهد شد.
سرعت برش: تنظیمات اشتباه میتوانند سرعت برش را به طرز قابل توجهی کاهش دهند. این کاهش سرعت، نه تنها موجب کاهش راندمان کاری میشود، بلکه زمان تولید را نیز افزایش میدهد.
هزینه برش: استفاده از تنظیمات غیراصولی میتواند باعث اتلاف انرژی، آسیب به نازل لیزر و افزایش هزینههای تولید شود. همچنین، پرتی بیش از حد ورق مواد میتواند به شدت هزینهها را بالا ببرد.
برای دستیابی به نتایج مطلوب در برش لیزری، توصیه میشود که همیشه تنظیمات دستگاه به دقت بررسی و مطابق با نوع ماده و ضخامت آن تنظیم گردد. این کار نه تنها کیفیت را بهبود میبخشد، بلکه به کاهش هزینهها و افزایش بهرهوری کمک میکند.
عامل
توضیحات اثرات تنظیمات نامناسب
کیفیت برش
ایجاد لبههای ناهموار – وجود پلیسه – ذوب شدن فلز – اکسیداسیون سطحی
دقت برش
انحراف پرتو لیزر – کاهش دقت برش – ناتوانی در برشهای دقیق
سرعت برش
کاهش قابل توجه سرعت – کاهش راندمان کاری – افزایش زمان تولید
هزینه برش
اتلاف انرژی – آسیب به نازل لیزر – افزایش هزینههای تولید – پرتی بیش از حد مواد
راهکار
تنظیم دقیق دستگاه مطابق با: – نوع ماده – ضخامت ماده
راهنمای تنظیمات دستگاه برش لیزر برای دستیابی به کیفیت پردازش بالا
دستگاه برش لیزر در صنایع مختلف بهویژه برای برش فلزات و غیر فلزات استفاده میشود. برای بهدست آوردن بهترین کیفیت در برش و پردازش متریالها، لازم است که تنظیمات دستگاه بهطور دقیق بر اساس نوع متریال تنظیم شود. این کار نه تنها به کیفیت خروجی کمک میکند بلکه باعث صرفهجویی در زمان و بهبود کارایی نیز خواهد شد. یکی از روشهای موثر، ایجاد یک جدول تنظیمات است که در آن مشخصات هر متریال و تنظیمات مربوط به توان و سرعت دستگاه ثبت گردد.
نکات کلیدی در تنظیم قدرت و سرعت لیزر
یکی از بخشهای مهم تنظیم دستگاه برش لیزر، انتخاب سرعت و توان مناسب برای هر نوع متریال است. این تنظیمات (تنظیم قدرت و سرعت لیزر فلزات) باید بهدقت و بر اساس ویژگیهای متریال انتخاب شوند. معمولاً توانهای مختلف لیزر برای برش فلزات شامل 1000 وات، 3500 وات، 4000 وات و 6000 وات است. برای برش فلزات ضخیمتر، استفاده از توان 6000 وات بهترین انتخاب خواهد بود. همچنین، برای برش غیر فلزات، توان بهینه لیزر معمولاً بین 90 وات تا 150 وات قرار دارد که با توجه به نوع متریال و نیاز به دقت بیشتر، قابل تغییر است.
تفاوت دقت برش لیزر در فلزات و غیر فلزات
دقت برش لیزر در دستگاه برش لیزر غیر فلزات معمولاً حدود 1 میلیمتر است، در حالی که دقت برش در دستگاه ليزر فلزات ممکن است به بیش از 2 میلیمتر برسد. این تفاوت به دلیل ظرافت اشعه لیزر و نحوه عملکرد دستگاهها در هر نوع متریال است. بنابراین، توقع دقت بالاتر در دستگاههای برش فلزات دور از انتظار نیست.
آزمایش ماتریکس برای بهینهسازی تنظیمات دستگاه
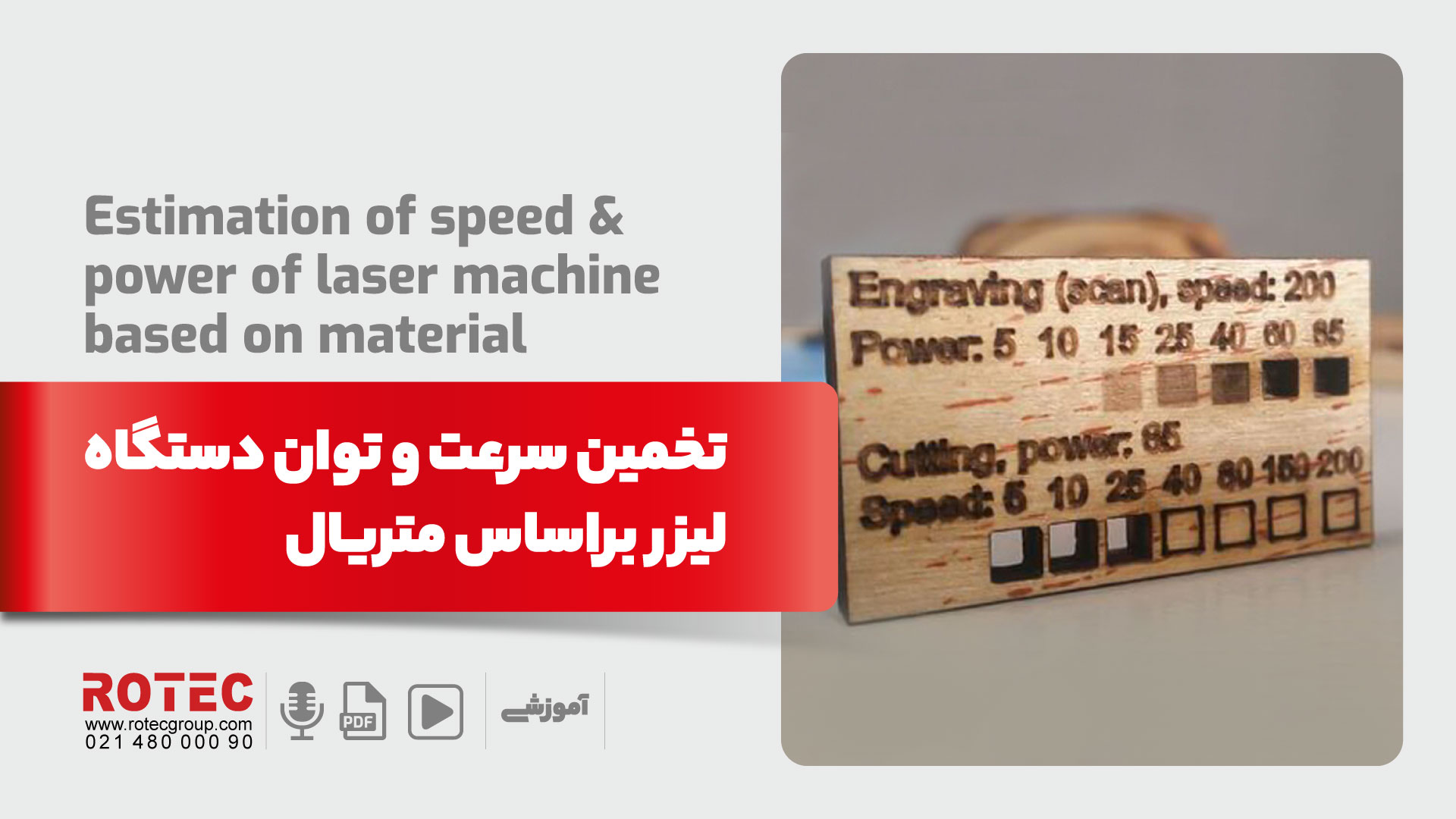
انجام آزمایش ماتریکس یکی از بهترین روشها برای تنظیم توان و سرعت دستگاه برش لیزر است. در این روش، میتوان با تغییر مداوم سرعت و توان، بهترین تنظیمات را برای متریال خاص انتخاب کرد. برای انجام تست ماتریکس مراحل زیر را دنبال کنید:
یک جدول 10×10 روی قطعهای از متریال رسم کنید.
دو متغیر سرعت (محور افقی) و توان (محور عمودی) را تعریف کنید.
هر ردیف جدول را با مقادیر مختلف سرعت و توان تست کنید.
برشها را از کمترین سرعت و توان شروع کنید و به تدریج افزایش دهید.
برای هر برش، مقادیر سرعت و توان را یادداشت کنید.
در نهایت، بهترین تنظیمات را با توجه به کیفیت برشهای انجامشده انتخاب کنید.
نکات مهم در تنظیم دستگاه برش لیزر
برای بهبود دقت و کیفیت برش، تنظیم دقیق تمامی اجزای دستگاه برش لیزر ضروری است. مهمترین نکات عبارتند از:
پس از هر بار استفاده از دستگاه، تنظیمات باید برای آمادهسازی دستگاه برای برش متریالهای جدید، مجدداً انجام شود.
ریلهای راهنما و کوپلینگها باید بهطور دقیق تنظیم و فیکس شوند.
پارامترهای دستگاه شامل سرعت، قدرت، فاصله کانونی و… باید بر اساس نوع متریال تغییر کنند.
لنز دستگاه لیزر باید قدرتمند باشد تا برش سریعتر و دقیقتری حاصل شود.
ضخامت مواد قابل برش با توجه به پارامتر نقطه کانونی لنز تعیین میشود.
عوامل موثر در دقت برش لیزر
دقت برش لیزر بهطور مستقیم با کیفیت نهایی برش ارتباط دارد. برای دستیابی به کیفیت بالا، توجه به عوامل زیر ضروری است:
برای دستیابی به دقت برش بیشتر و کاهش خطاها، پیشنهاد میشود:
عمق کانونی لنز را کاهش دهید.
جریان هوا را بهینه کنید و طراحی نازل را برای تمرکز بهتر انجام دهید.
بهترین سرعت پردازش دستگاه را جستجو کنید.
تستهای آزمایشی را انجام دهید تا خطاها به حداقل برسند.
راهکارهای بهبود دقت برش لیزر
با توجه به اهمیت کاربرد دستگاه برش لیزر در صنایع مختلف، تنظیمات بهینه دستگاه باید با توجه به نوع متریال انجام شود. ایجاد یک جدول و ثبت مشخصات متریال ها به همراه سرعت و توان مناسب برای هر کدام، میتواند به دستیابی به کیفیت بالاتر در خروجی کار کمک کند. داشتن این تنظیمات در نرم افزار دستگاه لیزر، میتواند زمان و هزینه را به طور چشمگیری صرفهجویی کرده و عملکرد دستگاه را بهبود بخشد.
یکی از بهترین راهکارها برای بهبود روند کاری دستگاه برش و حکاکی لیزر، تهیه جدل تنظیمات دستگاه است. تهیه این جدول بر اساس تجربیات کار با دستگاه است که نقش قابل توجهی در افزایش کیفیت و پردازش دارد.
افزایش سرعت و کیفیت کار با دستگاه برش لیزر
در پایان کارهای مربوط به تست و تنظیم قدرت و سرعت لیزر، بهتر است یک جدول برای ثبت مشخصات کارهایی که با دستگاه انجام شدهاست تهیه کنید.
دستگاه لیزر توانایی برش مواد و متریال های مختلف را دارد که به کمک این جدول میتوان مشخصات تنظیمات انواع متریالها را برای استفاده در کارهای بعدی داشته باشید.
براساس تجربیاتی که از کار با دستگاه به دست میآورید کارتان را با کیفیت بیشتری پردازش کنید.
اطلاعاتی مانند نوع متریال استفاده شده یا ضخامت آن را در یک جدول ثبت کنید؛ زیرا نوع متریال در تنظیمات دستگاه لیزر تاثیرزیادی دارد.
تنظیم قدرت و سرعت لیزر
پارامترهای کلیدی در تنظیم قدرت و سرعت لیزر
در تنظیم دستگاه لیزر برای دستیابی به بهترین عملکرد باید به چند پارامتر کلیدی توجه شود:
توان لیزر (Power): توان لیزر میزان انرژی تولیدشده توسط منبع لیزر یا سورس لیزر است که اگر بهصورت نادرست تنظیم شود ممکن است ماده را بسوزاند یا باعث تغییر رنگ و خرابی آن شود.
سرعت (Speed): سرعت حرکت هد لیزر بر روی ماده نیز اهمیت زیادی دارد؛ زیرا سرعت بالا میتواند برش ناقص یا ناتمام ایجاد کند، در حالی که سرعت پایین ممکن است منجر به سوختن یا تغییر رنگ ماده شود.
فرکانس: (Frequency)فرکانس به تعداد پالسهای لیزر در واحد زمان (برای دستگاههای لیزر پالسی) گفته میشود. فرکانسهای بالا برای حکاکی مواد نرم و ظریف مناسب بوده و از فرکانسهای پایین برای برش مواد سختتر استفاده میشود. تنظیم نادرست این پارامتر میتواند باعث سوختن لبه مواد شود.
فاصله کانونی: (Focus)تنظیم صحیح فاصله کانونی برای متمرکز کردن پرتو لیزر ضروری است؛ زیرا فاصله کانونی (آموزش تنظیم فاصله کانونی دستگاه لیزر) دقیق باعث بهبود کیفیت برش و حکاکی شده و فاصله نادرست میتواند منجر به کاهش دقت، برش ناقص یا کیفیت پایین حکاکی شود.
نوع و ضخامت ماده: مواد سختتر و ضخیمتر نیاز به توان بالاتر و سرعت پایینتر دارند؛ درحالی که مواد نرمتر با توان پایین و سرعت بالا پردازش میشوند. مواد خاصی مانند PVC هنگام برش گازهای سمی تولید میکنند و باید از آنها اجتناب کرد.
الگوی برش یا حکاکی (Design Parameters):طرحهای پیچیده (طرح لیزر رایگان) نیازمند تنظیمات دقیقتری در سرعت و توان هستند. برش خطوط نازک یا حکاکی جزئیات کوچک ممکن است نیاز به سرعت کمتر و توان پایینتر داشته باشد.
سیستم خنککننده: عملکرد صحیح سیستم خنککننده برای افزایش عمر دستگاه و جلوگیری از آسیب به قطعات حیاتی ضروری است
فشار و جریان گاز کمکی (Air/Gas Assist):گاز کمکی از سوختن لبهها و چسبیدن پسماند جلوگیری میکند. انتخاب نوع گاز بسته به ماده متفاوت است (مثلا اکسیژن برای فلزات، هوا برای مواد غیرفلزی).
رزولوشن (Resolution): به تعداد نقاط در هر اینچ (DPI) که در فرآیند حکاکی یا برش استفاده میشود، رزولوشن میگویند. رزولوشن بالا برای طرحهای دقیقتر و جزئیات بیشتر استفاده میشود و رزولوشن پایین برای پروژههای سریعتر و طرحهای کمجزئیات مناسب است.
نوع لنز و تمیزی آن: لنز تمیز و باکیفیت تاثیر مستقیمی بر دقت و کیفیت کار دارد. لنز کثیف میتواند باعث کاهش قدرت و دقت برش شود.
بهترین روش برای انجام تنظیمات قدرت و سرعت در دستگاه برش لیزر
آزمایش و تست اولیه:
اولین و بهترین راه برای دستیابی به تنظیمات بهینه روی متریال جدید، انجام تست آزمایشی است.
تفاوت در قدرت و سرعت دستگاه و نیاز به متریال:
هر دستگاه برش لیزر، قدرت و سرعت خاصی را ارائه میدهد و همچنین هر متریال نیز به سرعت و دقت متغیر با سایرین برای رسیدن به یک برش لیزری مناسب نیاز دارد.
بنابراین، نمیتوان اعداد و ارقام خاصی را برای همه موارد بیان کرد.
روش تست ماتریکس:
برای تنظیم بهینه، قطعهای از ماده را جدا کرده و شروع به تغییر مداوم توان و سرعت میکنند.
تست ماتریکس چیست؟
تست ماتریکس یک روش منظم برای بررسی و تنظیم بهینه قدرت و سرعت دستگاه برش لیزر بر روی متریال مختلف است.
ایجاد ماتریکس تست:
این تست شامل رسم یک جدول از مربعهای 10×10 بر روی یک قطعه از ماده است، یعنی 100 مربع در کل.
بین مربعها فضای خالی وجود دارد.
تعریف محورها:
محور X یا افقی را سرعت و محور Y یا عمودی را قدرت قرار میدهند.
اجرای تست:
از قدرت و سرعت کم شروع میکنند و برنامه برش را اجرا میکنند.
به ترتیب برای هر مربع، مقادیر سرعت و توان دستگاه را افزایش میدهند و یادداشت میکنند.
بررسی نتایج:
پس از اتمام تست، به دنبال مربعهایی میگردند که کاملاً بریده شدهاند و لبههای صاف و بدون ذرات دارند.
کیفیت لبه همچنین به پارامترهای دیگر مانند تعداد دفعات عبور نیز بستگی دارد.
بهینه سازی:
محدوده بین بهترین مقادیر به دست آمده را نیز تست میکنند، مانند 51% و 52% به جای 50% تا 60% است؛ این کار به دستیابی بهترین تنظیمات برای ماده خاص کمک میکند.
گاز در برش لیزر چیست؟
در فرآیند برش لیزری، گاز (معمولاً اکسیژن، نیتروژن یا هوا) برای کمک به برش فلز استفاده میشود. این گازها بهعنوان عاملی برای تمیز کردن محل برش از مواد مذاب، ایجاد فشار برای برش سریعتر و جلوگیری از سوختن و یا ذوب شدن اضافی فلز عمل میکنند.
انتخاب گاز و فشار برش در دستگاه لیزر
انتخاب گاز و فشار مناسب در برش لیزری نیز تأثیر بسزایی در کیفیت نهایی برش دارد. گازهای مختلف بسته به نوع مواد یا قطعههای مورد استفاده برای برش، انتخاب میشوند. عملکرد اصلی گاز در برش به شرح زیر است:
ایجاد حرارت و احتراق
ذوب کردن قطعه کار
جلوگیری از پراکندگی قطعات بریدهشده به سمت بالا
حفاظت از لنز متمرکز
تأثیر فشار گاز بر کیفیت برش
فشار گاز در فرآیند برش لیزری میتواند تأثیر زیادی بر کیفیت برش داشته باشد. فشار گاز بالا بهویژه در برش فلزات ضخیمتر مفید است چراکه بهطور مؤثری مواد مذاب را از محل برش خارج میکند و از سوختن یا ایجاد لبههای ناصاف جلوگیری میکند. در عین حال، فشار گاز بیش از حد میتواند باعث ایجاد برشهای ناهموار و حتی ترکخوردگی در فلز شود.
گاز (گاز کمکی برای دستگاه برش لیزری) به فرآیند برش کمک میکند تا گرما و احتراق بهدرستی ایجاد شود، از این رو میتواند لکهها و زدگیها را اصلاح کرده و برش تمیزتر و با کیفیتتری حاصل شود. زمانی که فشار گاز کافی نباشد، برش دچار مشکلاتی میشود که بر کیفیت نهایی تأثیر میگذارد. همچنین، فشار گاز زیاد میتواند باعث ایجاد شکافهای زبر و گسترده در سطح برش شده و بر کیفیت کار تأثیر منفی بگذارد.
تأثیر فشار گاز در سوراخ کردن قطعه
هنگامی که فشار گاز کم باشد، لیزر نمیتواند بهراحتی وارد قطعه شده و زمان سوراخکاری طولانیتر میشود که موجب کاهش بهرهوری دستگاه میگردد. در صورتی که فشار گاز بیش از حد باشد، باعث نفوذ بیشتر در نقطه ذوب میشود و کیفیت برش کاهش مییابد.
فشار گاز و انتخاب آن برای انواع فلزات
انتخاب نوع و فشار گاز باید با توجه به نوع فلز و ضخامت آن صورت گیرد. برای فلزاتی مانند استیل ضدزنگ، استفاده از نیتروژن در فشار پایین میتواند برشهای تمیز و بدون لبههای اکسید شده ایجاد کند. از طرفی، برای فلزات ضخیمتر مانند فولاد، استفاده از اکسیژن با فشار بالا برای برش بهتر و سریعتر توصیه میشود.
نکات مهم در انتخاب فشار گازهای برش
فشار گاز نیتروژن نباید بیشتر از ۲۰ کیلوگرم باشد.
فشار گاز اکسیژن نباید از ۱۰ کیلوگرم بیشتر شود، زیرا احتمال ترکیدن لوله گاز وجود دارد.
رابطه بین سرعت برش و فشار گاز
1. سرعت و فشار گاز در تعادل
سرعت برش و فشار گاز دو پارامتر وابسته به هم هستند که باید بهطور هماهنگ تنظیم شوند. افزایش سرعت برش معمولاً نیاز به کاهش فشار گاز دارد، چرا که در این صورت ممکن است نتواند مواد مذاب را بهخوبی از محل برش خارج کند. برعکس، کاهش سرعت برش نیاز به افزایش فشار گاز دارد تا برش تمیز و سریعتری انجام شود.
2. انتخاب صحیح پارامترها
برای انتخاب صحیح سرعت برش و فشار گاز، باید عوامل مختلفی مانند نوع فلز، ضخامت آن، نوع گاز و ظرفیت دستگاه لیزر در نظر گرفته شود. بهعنوان مثال، برای برش فلزاتی مانند آلومینیوم یا مس که هدایت حرارتی بالایی دارند، سرعت برش پایین و فشار گاز بالا معمولاً بهترین نتایج را میدهند.
نکات مهم در انتخاب سرعت و فشار دستگاه لیزر برش فلزات
1. آزمایش و تنظیم دقیق پارامترها
یکی از بهترین روشها برای تعیین بهترین سرعت و فشار برای هر نوع فلز، انجام آزمایشهای مختلف است. با تغییرات جزئی در هر یک از این پارامترها، میتوان به تنظیمات بهینه برای هر شرایط خاص رسید.
2. استفاده از نرمافزارهای محاسباتی
امروزه، برخی از دستگاههای لیزر به نرمافزارهای پیشرفته مجهز هستند که میتوانند بهطور خودکار سرعت و فشار مناسب را برای برش انواع مختلف فلزات محاسبه کنند. این نرمافزارها به اپراتورها کمک میکنند تا زمان و هزینهها را کاهش دهند و کیفیت برش (پارامترهای مهم در کنترل کیفیت برش لیزری فلزات) را حفظ کنند.
3. تأثیر نوع دستگاه لیزر
نوع دستگاه لیزر نیز تأثیر زیادی بر انتخاب سرعت و فشار دارد. دستگاه برش لیزر غیر فلزات و لیزرهای فایبر بهطور متفاوتی عمل میکنند و هرکدام نیاز به تنظیمات متفاوتی دارند. برای مثال، لیزرهای فایبر معمولاً برای برش فلزات نازکتر مناسبترند و به تنظیمات دقیقتری برای سرعت و فشار نیاز دارند.
تاثیر نوع متریال بر عملکرد دستگاه لیزر
نوع متریال تاثیر مستقیمی بر عملکرد دستگاه لیزر دارد، زیرا ویژگیهای فیزیکی و شیمیایی مواد تعیینکننده میزان توان، سرعت و دقت موردنیاز برای برش یا حکاکی هستند. مواد غیرفلزی مانند چوب، اکریلیک و پارچه به تنظیمات متفاوتی نسبت به فلزات نیاز دارند. بهعنوان مثال، چوب و اکریلیک به توان متوسط و سرعت پایین نیاز دارند تا از سوختگی یا تغییر رنگ جلوگیری شود، در حالی که فلزات با رسانایی حرارتی بالا، مانند آلومینیوم و مس، نیازمند توان بیشتر و گاز کمکی برای برش تمیز هستند. ضخامت ماده نیز نقش مهمی ایفا میکند؛ مواد نازکتر به توان کمتر و سرعت بیشتر نیاز دارند، در حالی که مواد ضخیمتر باید با توان بالا و سرعت کم برش داده شوند.
ویژگیهایی مانند رنگ و بازتاب متریال نیز بر جذب انرژی لیزر و کیفیت نتیجه نهایی اثر میگذارند. مواد بازتابدهنده مانند مس یا آلومینیوم ممکن است پرتو را به دستگاه بازگردانند و به تنظیمات خاص یا تجهیزات محافظ نیاز داشته باشند. همچنین، واکنشهای شیمیایی مواد با لیزر، مانند تولید دود در چوب یا بخارات سمی در برخی پلاستیکها (مانند PVC)، اهمیت ایمنی را برجسته میکنند. در نتیجه، انتخاب و تنظیم دقیق پارامترهای دستگاه لیزر برای هر نوع ماده، کیفیت کار و ایمنی دستگاه را تضمین میکند.
نحوه انتخاب توان مناسب برای برش و حکاکی لیزر
انتخاب توان مناسب برای برش و حکاکی با دستگاه لیزر به عوامل متعددی مانند نوع متریال، ضخامت و نوع عملیات (برش یا حکاکی) بستگی دارد. برای حکاکی، معمولاً توان کمتری نیاز است زیرا هدف تنها ایجاد عمق سطحی یا تغییر رنگ سطح است، نه نفوذ کامل در ماده. بهعنوان مثال، برای حکاکی روی چوب یا چرم، توان پایینتر بین ۱۰ تا ۴۰ وات مناسب است، در حالی که برای حکاکی فلزات با پوشش خاص، ممکن است نیاز به توان بالاتری باشد. در این حالت، استفاده از توان بالاتر میتواند منجر به سوختگی یا تغییر رنگ ناخواسته شود، بنابراین تنظیم دقیق ضروری است.
برای برش، توان لیزر باید با ضخامت و نوع متریال هماهنگ شود. مواد نازک مانند کاغذ یا پارچه به توان کم نیاز دارند تا از سوختن یا آسیب جلوگیری شود. در مقابل، مواد ضخیمتر مانند اکریلیک ۸ میلیمتری یا تختههای چوبی سنگین به توان بالاتر نیاز دارند که معمولاً بالای ۶۰ وات تنظیم میشود. اگر متریال بازتابدهنده باشد، مانند فلزات براق، توان بیشتری همراه با گاز کمکی (مانند اکسیژن یا نیتروژن) ممکن است لازم باشد. در هر حالت، تنظیم توان باید بهگونهای انجام شود که عملیات با کیفیت بالا انجام شود، بدون اینکه به متریال یا دستگاه آسیب وارد شود. تنظیمات آزمایشی و تطبیق آنها با دستورالعملهای تولیدکننده دستگاه نیز میتواند دقت کار را تضمین کند.
تاثیر ضخامت متریال بر سرعت و توان دستگاه لیزر
در جدول زیر تاثیر ضخامت متریال بر سرعت و توان دستگاه لیزر به صورت مقایسهای ارائه شده است:
ضخامت متریال
توان مورد نیاز
سرعت مناسب
توضیحات
نازک (کمتر از 1 میلیمتر)
توان کم (10-20 وات)
سرعت بالا
مناسب برای برش کاغذ، پارچه یا پلاستیک نازک؛ سرعت بالا از سوختن یا آسیب به لبهها جلوگیری میکند.
متوسط (1-5 میلیمتر)
توان متوسط (20-50 وات)
سرعت متوسط
برای موادی مانند چوب یا اکریلیک متوسط؛ توان و سرعت متعادل برای برش دقیق و بدون سوختگی.
ضخیم (5-10 میلیمتر)
توان بالا (50-80 وات)
سرعت پایین
مناسب برای تختههای چوبی ضخیم یا اکریلیک؛ سرعت پایین برای اطمینان از نفوذ کامل پرتو لیزر.
بسیار ضخیم (بیش از 10 میلیمتر)
توان بسیار بالا (80 وات و بیشتر)
سرعت بسیار پایین
برای مواد سنگین مانند MDF ضخیم یا فلزات؛ تنظیمات دقیق برای برش عمیق و جلوگیری از شکستگی یا آسیب.
تنظیمات پیشنهادی برای برش چوب و MDF
جدول زیر تنظیمات پیشنهادی برای برش چوب و MDF را با توجه به ضخامت آن ارائه میدهد:
نوع متریال
فاصله فوکوس (میلیمتر)
سرعت پیشنهادی (میلیمتر بر ثانیه)
توان پیشنهادی
ضخامت (میلیمتر)
توضیحات
چوب نازک
2-3
15-20
20-30 وات
1-3
مناسب برای چوب نرم؛ سرعت بالا برای جلوگیری از سوختن لبهها.
چوب متوسط
2-3
10-15
30-50 وات
4-6
برای چوب سختتر مانند بلوط یا گردو؛ تنظیمات متعادل برای برش تمیز.
چوب ضخیم
3-4
5-10
50-80 وات
7-10
مناسب برای چوبهای سنگین؛ توان بالا و سرعت کمتر برای نفوذ بهتر.
MDF نازک
2-3
10-15
30-40 وات
1-3
مناسب برای تخته MDF با تراکم پایین؛ جلوگیری از سوختگی با تنظیم دقیق سرعت.
MDF متوسط
2-3
8-12
40-60 وات
4-6
برای MDF با تراکم متوسط؛ برش یکنواخت با حفظ کیفیت لبهها.
MDF ضخیم
3-4
5-8
60-80 وات
7-10
مناسب برای MDF با تراکم بالا؛ توان بالا برای برش عمیق و دقیق.
MDF بسیار ضخیم
3-5
3-5
80-100 وات
بیش از 10
برای MDF ضخیم صنعتی؛ نیاز به سرعت بسیار کم و تنظیمات پیشرفته برای دقت بیشتر.
تنظیمات پیشنهادی برای برش فلزات
در جدول زیر تنظیمات پیشنهادی برای برش فلزات مختلف را با توجه به ضخامت و نوع فلز آمده است:
نوع فلز
فاصله فوکوس (میلیمتر)
گاز کمکی
سرعت پیشنهادی (میلیمتر بر ثانیه)
توان پیشنهادی
ضخامت (میلیمتر)
توضیحات
فولاد نرم
0-1
اکسیژن
15-25
500-1000 وات
1-3
اکسیژن به برش سریع کمک میکند اما احتمال اکسید شدن لبهها را افزایش میدهد.
فولاد نرم
0-1
اکسیژن
8-15
1000-2000 وات
4-6
تنظیم توان بالاتر برای برش تمیز و نفوذ کامل در ضخامت بیشتر.
فولاد ضد زنگ
0-1
نیتروژن
10-20
800-1500 وات
1-3
نیتروژن برای جلوگیری از اکسید شدن لبهها استفاده میشود.
فولاد ضد زنگ
0-1
نیتروژن
5-10
1500-3000 وات
4-6
سرعت کمتر و توان بیشتر برای برش دقیق در ضخامتهای بالا.
آلومینیوم
0-1
نیتروژن یا هوا
10-20
1000-2000 وات
1-3
آلومینیوم به دلیل بازتاب بالا نیاز به توان بیشتر و گاز خنثی دارد.
آلومینیوم
0-1
نیتروژن
5-10
2000-3000 وات
4-6
توان بالا و گاز نیتروژن برای جلوگیری از سوختگی و اکسیداسیون.
برنج
0-1
نیتروژن
12-20
800-1500 وات
1-3
برای برش تمیز و براق، نیتروژن به جای اکسیژن استفاده میشود.
مس
0-1
نیتروژن
8-12
1500-3000 وات
1-2
به دلیل بازتاب بالا، تنظیم دقیق فوکوس و توان لازم است.
تنظیم قدرت و سرعت لیزر اکریلیک و پلکسی گلاس
برای برش اکریلیک و پلکسی گلاس با دستگاه لیزر غیر فلزات، تنظیمات به توان دستگاه، ضخامت متریال و نوع لیزر بستگی دارد. در جدول زیر تنظیمات پیشنهادی برای برش این مواد ارائه شده است.
ضخامت متریال
تعداد پاسها
فاصله فوکوس (میلیمتر)
سرعت برش (میلیمتر/ثانیه)
توان لیزر (وات)
فشار گاز کمکی
1 میلیمتر
1
1.5
20-30
30-50 وات
هوای فشرده/نیتروژن
3 میلیمتر
1
2
15-20
50-70 وات
هوای فشرده/نیتروژن
5 میلیمتر
1
2.5
10-15
70-100 وات
هوای فشرده/نیتروژن
10 میلیمتر
1
3
5-10
100-150 وات
نیتروژن/اکسیژن
15 میلیمتر
1-2
3.5
3-5
150-200 وات
نیتروژن/اکسیژن
تنظیمات پیشنهادی برای پارچه و چرم
برای برش و حکاکی روی پارچه و چرم، تنظیمات دستگاه برش لیزر باید با توجه به نوع ماده، ضخامت و توان دستگاه تنظیم شود. جدول زیر تنظیمات پیشنهادی را ارائه میدهد.
ماده
فشار گاز کمکی
تعداد پاسها
فاصله فوکوس (میلیمتر)
سرعت برش (میلیمتر/ثانیه)
توان لیزر (وات)
ضخامت (میلیمتر)
توضیحات اضافی
پارچه نازک
هوای فشرده
1
1.5
50-80
20-30 وات
0.2-1
از سرعت بالا برای جلوگیری از سوختگی استفاده کنید.
پارچه ضخیم
هوای فشرده
1
2
30-50
30-50 وات
1-3
سرعت را کمی کاهش دهید تا برش کامل انجام شود.
چرم نازک
نیتروژن/هوای فشرده
1
1.5
30-50
40-60 وات
0.5-1
برای جلوگیری از سوختگی لبهها گاز کمکی استفاده کنید.
چرم متوسط
نیتروژن/هوای فشرده
1
2
20-30
60-80 وات
1-3
از لیزر توان متوسط برای برش تمیزتر استفاده کنید.
چرم ضخیم
نیتروژن/اکسیژن
1-2
2.5
10-20
80-120 وات
3-5
ممکن است نیاز به چند پاس برای ضخامت بالا باشد.
تنظیمات برش لیزری فایبری برای برخی از فلزات پرکاربرد
نوع متریال
قدرت لیزر
سرعت برش
فولاد
ضخامت کم (تا 2 میلی متر): 1000 تا 2000 واتضخامت متوسط (2 تا 6 میلی متر): 2000 تا 4000 واتضخامت بالا (بیش از 6 میلی متر): 4000 وات و بیشتر
ضخامت کم: 1 تا 3 متر بر دقیقهضخامت متوسط: 0.5 تا 2 متر بر دقیقهضخامت بالا: 0.2 تا 1 متر بر دقیقه
آلومینیوم
ضخامت کم (تا 2 میلی متر): 1500 تا 3000 واتضخامت متوسط (2 تا 6 میلی متر): 3000 تا 6000 واتضخامت بالا (بیش از 6 میلی متر): 6000 وات و بیشتر
ضخامت کم: 2 تا 5 متر بر دقیقهضخامت متوسط: 1 تا 3 متر بر دقیقهضخامت بالا: 0.5 تا 2 متر بر دقیقه
مس
ضخامت کم (تا 2 میلی متر): 3000 تا 4000 واتضخامت متوسط (2 تا 6 میلی متر): 4000 تا 6000 واتضخامت بالا (بیش از 6 میلی متر): 6000 وات و بیشتر
ضخامت کم: 1 تا 3 متر بر دقیقهضخامت متوسط: 0.5 تا 2 متر بر دقیقهضخامت بالا: 0.2 تا 1 متر بر دقیقه
برنج
ضخامت کم (تا 2 میلی متر): 3000 تا 4000 واتضخامت متوسط (2 تا 6 میلی متر): 4000 تا 6000 واتضخامت بالا (بیش از 6 میلی متر): 6000 وات و بیشتر
ضخامت کم: 1 تا 3 متر بر دقیقهضخامت متوسط: 0.5 تا 2 متر بر دقیقهضخامت بالا: 0.2 تا 1 متر بر دقیقه
آهن
ضخامت کم (تا 2 میلی متر): 2000 تا 3000 واتضخامت متوسط (2 تا 6 میلی متر): 3000 تا 4000 واتضخامت بالا (بیش از 6 میلی متر): 4000 وات و بیشتر
ضخامت کم: 1 تا 3 متر بر دقیقهضخامت متوسط: 0.5 تا 2 متر بر دقیقهضخامت بالا: 0.2 تا 1 متر بر دقیقه
نکات تنظیم سرعت و توان برای حکاکی دقیق
برای دستیابی به حکاکی دقیق با دستگاه لیزر، تنظیم سرعت و توان به درستی و متناسب با نوع ماده و جزئیات طرح ضروری است. در ادامه نکات کلیدی تنظیم سرعت و توان برای حکاکی دقیق آورده شده است:
نکات کلیدی تنظیم سرعت:
سرعت پایین برای جزئیات بیشتر:سرعت کمتر به لیزر اجازه میدهد مدت زمان بیشتری روی هر نقطه بماند، که برای ایجاد جزئیات ظریف و خطوط نازک مناسب است. برای مواد سختتر (مانند شیشه یا سنگ)، سرعت پایین باعث ایجاد حکاکی دقیقتر میشود.
سرعت متوسط برای الگوهای عمومی: اگر جزئیات طرح متوسط است و نیاز به سرعت بالاتر دارید، سرعت متوسط را انتخاب کنید. این تنظیم برای موادی مانند چوب، چرم، یا اکریلیک مناسب است.
سرعت بالا برای طرحهای ساده: برای طرحهای کمجزئیات، سرعت بالا مناسب است تا زمان حکاکی کاهش یابد. با این حال، مراقب باشید که سرعت بیش از حد باعث کاهش عمق یا دقت نشود.
نکات کلیدی تنظیم توان:
توان پایین برای مواد حساس: برای مواد نازک یا حساس مانند کاغذ، پارچه و چرم، از توان کم استفاده کنید تا از سوختگی یا تغییر رنگ جلوگیری شود.
توان متوسط برای حکاکی عمومی: توان متوسط برای بیشتر مواد مانند چوب، پلکسی گلاس و فلزات (دستگاه لیزر فلزات) پوششدار مناسب است. این تنظیمات معمولاً حکاکیهایی با عمق مناسب و ظرافت قابل قبول ارائه میدهد.
توان بالا برای حکاکی عمیقتر: برای مواد سختتر (مانند سنگ، شیشه و فلزات پوششدار)، توان بالا به حکاکی عمیقتر کمک میکند. توجه کنید که توان بالا ممکن است باعث افزایش گرما و تغییر شکل اطراف طرح شود.
تنظیم قدرت و سرعت لیزر
چالشهای رایج در تنظیم سرعت و توان لیزر
در تنظیم سرعت و توان دستگاه لیزر برای برش و حکاکی، چالشهایی وجود دارد که میتواند بر کیفیت نهایی کار تاثیر بگذارد. در ادامه، برخی از این چالشها و راهکارهای مرتبط توضیح داده شده است:
سوختگی یا تغییر رنگ مواد: استفاده از توان بالا روی مواد حساس مانند چرم، پارچه یا کاغذ میتواند باعث سوختگی یا تغییر رنگ مواد شود. برای جلوگیری از این مشکل توان را کاهش و سرعت را افزایش دهید تا لیزر زمان کمتری روی ماده بماند. همچنین میتوانید از گاز کمکی مانند هوا یا نیتروژن استفاده کنید.
لبههای ناصاف یا ذوبشده: این چالش بهعلت سرعت پایین همراه با توان بالا ایجاد میشود و راه حل آن افزایش سرعت یا تنظیم صحیح توان است تا انرژی بیش از حد به ماده منتقل نشود.
حکاکی کمعمق یا نامشخص: در توان لیزر کم یا سرعت بیش از حد بالا ممکن است حکاکیها کمعمق یا نامشخص باشند. برای حل این مشکل توان را افزایش دهید و سرعت را کاهش دهید تا انرژی کافی برای حکاکی عمیقتر فراهم شود.
عدم هماهنگی فوکوس: فاصله نادرست بین لنز لیزر و سطح ماده سبب ناهماهنگی فوکوس خواهد شد. بهتر است علاوهبر تنظیم دقیق فوکوس، از صاف بودن سطح ماده اطمینان حاصل کنید.
کیفیت پایین حکاکی در جزئیات ظریف: تنظیم نادرست رزولوشن (DPI) یا سرعت بیش از حد بالا به کاهش کیفیت حکاکیهای ظریف میانجامد. راه حل این مشکل افزایش DPI و کاهش سرعت است تا لیزر بتواند جزئیات ظریف را بهدرستی پردازش کند.
ایجاد دود یا سوختگی سطحی: حکاکی روی موادی مانند چوب یا چرم بدون تهویه مناسب باعث ایجاد این چالش میشود. بهتر است در هنگام کار از سیستم تهویه یا گاز کمکی برای کاهش دود و اثرات حرارتی استفاده کنید.
کاهش کیفیت لبههای برش ضخیمتر: کاهش کیفیت لبههای برش ضخیمتر دراثر توان ناکافی برای برش مواد ضخیم بهوجود میآید و راه حل آن افزایش توان یا استفاده از چندین پاس (برش تکراری) است.
تنظیم قدرت و سرعت لیزر
عوامل موثر بر دقت برش دستگاه
نقطه کانونی لیزر
اندازه نقطه ایجاد شده توسط لیزر پس از گذشت از کانون لیزر (نقطه کانونی لیزر) تعیینکننده دقت برش است.
هرچه این نقطه کوچکتر باشد، دقت برش لیزر بالاتر میرود.
بهترین میزان دقت برای برش دقیق، 0.01 میلیمتر است.
موقعیت میز کار
دقت میز کار امکان تکرارپذیری فرایند برش را فراهم میکند.
جنس و ضخامت قطعه کار
ضخامت ماده میتواند دقت برش را تعیین کند. هرچه ضخامت بیشتر باشد، دقت پایین میآید.
بهعنوان مثال، ناحیه برش ماده با ضخامت 0.3 میلیمتر بسیار کوچکتر از ماده با ضخامت 2 میلیمتر است.
جنس ماده نیز بر دقت برش اثرگذار است و دقت برش در متریالهای گوناگون متفاوت است.
در کل، نقطه کانونی لیزر، موقعیت میز کار و جنس و ضخامت قطعه کار، سه عامل مهم و تأثیرگذار بر دقت برش لیزر هستند.
نکات مهم برای افزایش دقت برش لیزر
رعایت نکاتی مثل کاهش عمق کانونی لنز، بهینهسازی و کنترل جریان هوا از طریق طراحی نازل، جستجوی بهترین سرعت پردازش دستگاه برش لیزر و پیادهسازی تست آزمایشی برای به حداقل رساندن خطاها میتواند نقش مهمی در افزایش دقت برش لیزری داشته باشد.
بعلاوه توجه به فاکتورهایی مثل توان و سرعت لیزر، موقعیت کانونی، موقعیت میز کار، نازل دستگاه و نوع متریال (ضخامت و جنس) نیز در افزایش دقت تاثیر گذار خواهد بود.
تفاوت دقت لیزر دستگاه برش فلزات و غیر فلزات
دقت دستگاه برش فلزات بیشتر از دستگاه برش غیر فلزات است. این تفاوت به دلیل ظرافت بیشتر اشعه لیزر در برش فلزات نسبت به غیر فلزات است.
دقت دستگاه برش غیرفلزات
دقت دستگاه برش غیر فلزات حدود 1 میلی متر است.
دقت دستگاه برش فلزات
دقت دستگاه برش فلزات بالای 2 میلی متر است.
علت تفاوت دقت
ظرافت اشعه لیزر در افزایش دقت دستگاه برش نقش دارد.
با توجه به این قاعده، بالاتر بودن دقت برش در دستگاه برش فلزات دور از انتظار نیست.
موقعیت قرارگیری لنز کنترل میزان دقت برش را در دست دارد.
اگر عمق کانونی لنز کم باشد، نقطه پرتو کوچکتر است و در نتیجه دقت بالاتر میرود.
بهینهسازی طراحی نازل و فناوری کنترل جریان هوا:
در فرایند پردازش و برش فلزات، اکسیژن از طریق نازل فشرده شده و پرتو لیزر بر روی سطح ماده پروژه ارسال میشود.
بهینهسازی جریان هوا میتواند سرعت برش را بدون افت کیفیت و دقت افزایش دهد.
تنظیم سرعت پردازش مناسب:
سرعت پردازش دستگاه برش لیزر تأثیر زیادی بر دقت برش دارد.
سرعت بالا باعث میشود قطعه کار برش خورده نشود و سرعت کم باعث ایجاد علائم سوختگی در لبه برش میشود.
بنابراین، یافتن سرعت مناسب از اهمیت بالایی برخوردار است.
دقت در پیادهسازی طرح ترسیمی و تنظیمات پردازش:
سعی کنید پلن آزمایشی را بهطور دقیق پیاده سازی کنید تا خطاهای غیرضروری را به حداقل برسانید.
نقش مهم اپراتور در تنظیم قدرت و سرعت دستگاه:
نقش اپراتور دستگاه لیزر صنعتی در تنظیم قدرت و سرعت در دستگاه برش لیزر بسیار مهم است.
در مجموع، بهبود موقعیت لنز، بهینهسازی نازل و جریان هوا، تنظیم سرعت مناسب، دقت در پیادهسازی طرح و نقش اپراتور، راهکارهای موثر برای بهبود دقت برش لیزر هستند.
ایجاد تعادل بین سرعت و دقت
یکی از چالشهای اصلی در برش لیزر، برقراری تعادل مناسب بین سرعت و دقت است. برای دستیابی به لبههای دقیق و ظریف، ضروری است که تنظیمات دستگاه بهطور دقیق انجام شود و این تعادل با توجه به نوع ماده و ضخامت آن تنظیم گردد.
تنظیم فاصله کانونی
یکی دیگر از تنظیمات مهم دستگاه برش لیزر، تنظیم فاصله کانونی است. این تنظیم باید متناسب با لنزهای دستگاه صورت گیرد. فاصله کانونی با استفاده از روشهای سادهای قابل بررسی است، برای مثال، قرار دادن 4 مربع در چهار طرف میز دستگاه و اطمینان از یکسان بودن عمق برش در همه نقاط میز.
پیدا کردن فاصله نقطه فاصله کانونی لنز در دستگاه برش لیزر
برای تنظیم فاصله کانونی دستگاه برش لیزر، مراحل زیر را دنبال کنید: ابتدا محل قرارگیری عدسی دستگاه را با استفاده از ماژیک علامت گذاری کنید، سپس سر نازل دستگاه را نصب کنید و فاصله کانونی را در هنگام برش رعایت کنید. سپس فاصله بین لنز دستگاه و سطح قطعه کار را اندازه گیری کنید. اگر این فاصله ۵۸ میلیمتر یا ۲ اینچ باشد، لنز لیزر نصب شده در دستگاه ۲ اینچ است و اگر فاصله ۶۳ میلیمتر یا ۲.۵ اینچ باشد، لنز لیزر نصب شده ۲.۵ اینچ است. این مراحل باعث تنظیم صحیح فاصله کانونی دستگاه برش لیزر شده و به بهبود دقت و کیفیت برش کمک میکند.
تن
فاصله کانونی دستگاه برش لیزر چیست؟
فاصله کانونی نقطهای است که نور لیزر پس از عبور از لنز دستگاه جمع میشود. این نقطه بیشترین توان و انرژی را از لیزر دریافت میکند، که نقش اساسی در کیفیت برش دارد.
آموزش تنظیم فاصله کانونی در دستگاه لیزر
برای تنظیم فاصله کانونی دستگاه برش لیزر، مراحل زیر را دنبال کنید:
با استفاده از ماژیک محل قرارگیری عدسی دستگاه را علامتگذاری کنید.
سر نازل را نصب کنید.
فاصله کانونی صحیح را هنگام برش چک کنید.
فاصله بین لنز دستگاه و سطح قطعه کار را اندازهگیری کنید. اگر فاصله 58 میلیمتر یا 2 اینچ باشد، لنز 2 اینچ است و در صورت 63 میلیمتر یا 2.5 اینچ، لنز 2.5 اینچ است.
تنظیم قدرت و سرعت لیزر
تنظیم عدسی دستگاه
عدسی یکی از اجزای حیاتی دستگاه برش لیزر است و باید به دقت تنظیم شود. به دلیل نزدیکی عدسی به متریال و برخورد دود و ذرات برش با آن، تنظیم روزانه این قطعه ضروری است.
تنظیم تیوب لیزر
تیوب لیزر نیز باید به دقت تنظیم شود. این قطعه در پشت دستگاه قرار دارد و تنظیم آن میتواند به صورت مستقیم بر تنظیمات آینهها و عدسی تاثیر بگذارد.
تنظیم نازل لیزر
نازل لیزر نیز نقش مهمی در دقت برش و حکاکی دارد. تنظیم نادرست این قطعه ممکن است باعث خطا در عملیات برش شود.
نحوه تست و کالیبراسیون دستگاه لیزر
برای اطمینان از عملکرد صحیح و دقیق دستگاه لیزر، تست و کالیبراسیون آن بهصورت منظم ضروری است. در ادامه جدولی ارائه شده است که مراحل تست و کالیبراسیون دستگاه لیزر را توضیح میدهد:
مرحله
ابزار مورد نیاز
شرح عملیات
نکات کلیدی
.1 بررسی وضعیت لنز و آینهها
دستمال میکروفایبر، محلول تمیزکننده لنز
لنز و آینهها را از نظر تمیزی و سلامت بررسی کنید. هرگونه گرد و غبار، آلودگی یا خراش ممکن است بر عملکرد لیزر تاثیر بگذارد.
لنزها را با احتیاط تمیز کنید تا از آسیب دیدن پوشش اپتیکی جلوگیری شود.
.2 تست قدرت لیزر
پاورمتر لیزر
با استفاده از پاورمتر لیزر، توان خروجی را اندازهگیری کنید و آن را با توان تنظیمشده دستگاه مقایسه کنید.
اگر توان خروجی با مقدار تنظیمشده مطابقت ندارد، سیستم باید تنظیم شود.
.3 کالیبراسیون فوکوس
تکهای از ماده تست (مانند پلکسیگلاس)
فاصله کانونی (فوکوس) را بررسی و تنظیم کنید. برای این کار، یک تست برش یا حکاکی انجام دهید تا بهترین فاصله فوکوس مشخص شود.
بهترین فاصله فوکوس زمانی است که برش یا حکاکی با بیشترین دقت انجام شود.
.4 تست دقت موقعیتیابی
فایل طراحی ساده، ماده تست
یک طرح ساده (مانند مربع یا دایره) را روی مادهای حک کنید و دقت ابعاد و هماهنگی خطوط را بررسی کنید.
اگر ابعاد نهایی با فایل طراحی مطابقت ندارد، تنظیمات محور X و Y را کالیبره کنید.
. 5بررسی همترازی پرتو
نوار چسب حرارتی
پرتو لیزر را در نقاط مختلف مسیر نوری (ابتدا، وسط و انتها) بررسی کنید و اطمینان حاصل کنید که در مرکز آینهها و لنز قرار میگیرد.
اگر پرتو همتراز نیست، آینهها را با پیچهای تنظیم کالیبره کنید.
. 6تست سرعت و توان برش
ماده تست (چوب، پلکسیگلاس و غیره)
روی مادهای مشخص با سرعت و توانهای مختلف آزمایش کنید تا بهترین تنظیمات برای مواد مختلف به دست آید.
تست را برای مواد مختلف انجام دهید و تنظیمات مناسب را یادداشت کنید.
. 7بررسی سیستم خنککننده
دماسنج یا سنسور دما
دمای سیستم خنککننده را بررسی کنید و از عملکرد مناسب آن اطمینان حاصل کنید. اگر سیستم خنککننده دچار نقص باشد، توان خروجی کاهش مییابد.
سیستم خنککننده را از نظر نشتی یا رسوب نیز بررسی کنید.
. 8تست گاز کمکی
فشارسنج گاز
فشار و جهت جریان گاز کمکی (مانند هوا، نیتروژن یا اکسیژن) را بررسی کنید. گاز کمکی برای بهبود کیفیت برش و کاهش سوختگی لبهها استفاده میشود.
فشار گاز را برای مواد مختلف تنظیم کنید (بهویژه هنگام برش فلزات).
. 9کالیبراسیون محور Z
ابزار کالیبراسیون محور Z
ارتفاع میز کار یا لنز را برای برش یا حکاکی با مواد با ضخامتهای مختلف تنظیم کنید.
تنظیم نادرست محور Z میتواند باعث افت کیفیت برش یا حکاکی شود.
. 10ثبت و مستندسازی
دفترچه یادداشت یا نرمافزار مدیریت
نتایج تمام تستها و تنظیمات را ثبت کنید تا در مراجعات بعدی بهعنوان مرجع استفاده شود.
ثبت دقیق تنظیمات باعث صرفهجویی در زمان و افزایش بهرهوری میشود.
اهمیت ایمنی در تنظیم توان دستگاه لیزر
ایمنی در تنظیم توان دستگاه لیزر اهمیت بسیاری دارد، زیرا تنظیمات نامناسب میتواند به بروز خطرات جسمی جدی مانند آسیب به چشم یا پوست منجر شود. لیزر با توان بالا میتواند به شبکیه چشم آسیبهای دائمی وارد کند و حتی باعث نابینایی شود. همچنین، در صورت تماس پرتو با پوست، خطر سوختگی وجود دارد. به همین دلیل، استفاده از تجهیزات ایمنی مانند عینک مخصوص که طولموج لیزر را فیلتر میکند و رعایت فاصله مناسب از پرتو لیزر از اصول اساسی ایمنی به شمار میرود.
علاوه بر این، تنظیم نامناسب توان دستگاه ممکن است خطراتی مانند آتشسوزی یا انتشار گازهای سمی را به همراه داشته باشد، بهویژه هنگام کار با مواد قابل اشتعال یا پلاستیکها. تجمع دود و گازهای مضر میتواند سلامت اپراتور را تهدید کند، بنابراین استفاده از تهویه مناسب و رعایت دستورالعملهای ایمنی ضروری است. همچنین، تنظیمات صحیح توان از آسیب به قطعات دستگاه مانند لنز و آینهها جلوگیری کرده و عمر دستگاه را افزایش میدهد. توجه به ایمنی نه تنها از حوادث جلوگیری میکند، بلکه کیفیت و دقت کار را نیز تضمین میکند.
بهینهسازی مصرف انرژی در دستگاههای لیزر
بهینهسازی مصرف انرژی در دستگاههای لیزر نه تنها به کاهش هزینههای عملیاتی کمک میکند، بلکه تاثیرات زیستمحیطی را نیز کاهش میدهد. یکی از راههای اصلی برای بهینهسازی مصرف انرژی، تنظیم دقیق توان و سرعت برش یا حکاکی متناسب با نوع و ضخامت متریال است. استفاده از تنظیمات پیشفرض یا توان بیش از حد موردنیاز باعث اتلاف انرژی و افزایش هزینهها میشود. همچنین، انتخاب دستگاههای لیزر با راندمان بالا، مانند لیزرهای فیبری که مصرف انرژی کمتری نسبت به لیزرهای CO2 دارند، نقش مهمی در کاهش مصرف انرژی دارد.
نگهداری منظم دستگاه نیز عامل دیگری در بهینهسازی انرژی است. کثیفی یا خرابی قطعاتی مانند لنز و آینهها میتواند کارایی لیزر را کاهش داده و نیاز به توان بالاتر برای عملکرد مطلوب ایجاد کند. استفاده از سیستمهای هوشمند و نرمافزارهای مدیریت انرژی که مصرف انرژی را بر اساس شرایط کاری بهینهسازی میکنند، نیز راهکار مؤثری است. خاموش کردن دستگاه در زمانهایی که استفاده نمیشود و استفاده از سیستمهای خنککننده با راندمان بالا نیز میتواند مصرف انرژی کلی را کاهش دهد و طول عمر دستگاه را افزایش دهد.
تنظیم قدرت و سرعت لیزر
نکات مهم در تنظیمات دستگاه برش لیزر
تنظیمات دستگاه برش لیزر تنها باعث افزایش کیفیت و دقت در برش نمیشود؛ گاهی اوقات رعایت یکسری نکات کوچک، نقش تاثیرگذاری بر روند بهینه سازی و کیفیت برش لیزری دارد:
تعیین ضخامت متریال قابل برش با دستگاه لیزر، با تنظیم پارامتر نقطه کانونی لنز دستگاه لیزر قابل انجام است.
برای اینکه بتوان فرآیند برش را به صورت تکرار پذیر انجام داد، موقعیت میز کار باید درست باشد.
آینهها، لنزها و سایر قطعات دستگاه باید مرتبا چک شوند و همواره تمیز باشند.
نازلها بایستی از موقعیت قرارگیری صحیح در دستگاه برخوردار باشند.
تنظیم صحیح سرعت و قدرت حداکثر دستگاه برش لیزر، ضروری است زیرا عدم تنظیم درست این دو متغیر میتواند منجر به مشکلات زیادی در عملیات برش مثل جدا کردن بخشی از متریال با فشار شود. در صورت بروز چنین مشکلاتی، افزایش مقدار سرعت میتواند بهبودی در تنظیم قدرت و سرعت لیزر و بهینهسازی عملکرد دستگاه را به همراه داشته باشد. مطالعه مقاله تنظیم قدرت و سرعت لیزر فلزات
با در نظر گرفتن نوع متریال، باید روی پارامترهای دستگاه مانند سرعت، قدرت، فاصله کانونی و … تنظیمات مجددی صورت بگیرد.
پارامترهای پیشفرض قابل تنظیم مجدد هستند.
افزایش زمان برش یا حکاکی منجر به کاهش عمق حکاکی در متریالها میشود.
افزایش سرعت دستگاه برش لیزری باعث کاهش زمان مصرفی و هزینهها میشود.
افزایش قدرت دستگاه برش لیزری باعث بیشتر شدن سرعت برش، کاهش هزینهها، افزایش عمق حکاکی در متریال و کاهش زمان مصرفی و حتی در مواردی کاهش ظرافت نهایی میشود.
تنظیم کلیه اجزای دستگاه برش لیزر برای بهبود الگوی طراحی نهایی اهمیت دارد.(طرح لیزر)
پس از هر بار استفاده از دستگاه، بایستی تنظیمات متغیرهای اجزا مجددا بررسی و تنظیم شود.
لنز قدرتمند در دستگاه، برش سریعتر و دقیقتر متریال را انجام میدهد.
ضخامت متریال میتواند نقش مهمی در دقت برش داشته باشد؛ چرا که هرچه ضخامت بیشتر باشد، دقت کاهش مییابد.
موقعیت قرارگیری لنز در دستگاه برش لیزر بر دقت و کیفیت برش تأثیرگذار است.
کاهش عمق کانونی لنز موجب افزایش دقت برش میشود.
بهینهسازی طراحی نازل و کنترل جریان هوا میتواند سرعت و دقت برش را افزایش دهد.
در فرآیند برش فلزات، اکسیژن از طریق نازل فشرده شده و پرتو لیزر بر روی سطح ماده ارسال میشود.(
تنظیمات صحیح سرعت پردازش بر دقت برش تأثیر میگذارد.
اپراتور باید در تنظیم قدرت و سرعت دستگاه دقت کند و پلن آزمایشی را به دقت اجرا کند تا خطاها را به حداقل برساند.
نکات کاربردی برای افزایش طول عمر دستگاه لیزر
برای افزایش طول عمر دستگاه لیزر، نگهداری منظم و استفاده صحیح از دستگاه بسیار حیاتی است. یکی از نکات مهم، تمیز نگه داشتن لنزها و آینههای دستگاه است؛ این قطعات به دلیل تماس مداوم با نور لیزر و مواد، ممکن است آلوده شوند که میتواند باعث کاهش کارایی و افزایش فشار به دستگاه شود. استفاده از هوای فشرده برای پاک کردن گرد و غبار و تمیز کردن منظم این قطعات با محلولهای مناسب، به بهبود عملکرد و افزایش دوام دستگاه کمک میکند. همچنین، بررسی و تنظیم سیستم خنککننده دستگاه از اهمیت ویژهای برخوردار است؛ چرا که دمای بیش از حد میتواند به اجزای حساس آسیب برساند.
علاوه بر نگهداری، تنظیمات مناسب دستگاه نیز نقشی کلیدی در افزایش عمر آن دارد. تنظیم توان لیزر و سرعت برش متناسب با متریال، از وارد شدن فشار غیرضروری به دستگاه جلوگیری میکند. استفاده از مواد با کیفیت و عدم استفاده از موادی که ممکن است به لنزها یا سیستم خنککننده آسیب برسانند نیز اهمیت دارد. بهعلاوه، بازرسیهای دورهای توسط تکنسینهای متخصص برای بررسی عملکرد قطعات و رفع مشکلات احتمالی پیش از بروز خرابیهای جدی، تضمینکننده کارایی بلندمدت دستگاه خواهد بود.
نتیجه گیری تنظیم قدرت و سرعت لیزر
تنظیم دقیق سرعت و توان دستگاه لیزر بر اساس نوع و ویژگیهای متریال، عاملی کلیدی برای دستیابی به کیفیت بالا، بهرهوری بهینه و حفظ سلامت دستگاه است. درک درست از ویژگیهای فیزیکی و شیمیایی متریال، مانند ضخامت، سختی و میزان بازتاب، به همراه انتخاب مناسب پارامترهایی چون توان، سرعت و فرکانس میتواند از بروز مشکلاتی مانند سوختگی، برش ناقص یا آسیب به دستگاه جلوگیری کند. رعایت این اصول نه تنها کیفیت نهایی کار را تضمین میکند، بلکه باعث صرفهجویی در زمان، هزینه و مواد مصرفی میشود. با توجه به تنوع مواد و نیازهای خاص هر پروژه، استفاده از تنظیمات آزمایشی و پیروی از دستورالعملهای دستگاه میتواند عملکرد بهینه و ایمنی فرایند را تضمین کند.
مزایای تنظیمات دستگاه برش لیزر
مزایای تنظیمات دستگاه برش لیزر شامل موارد زیر است:
با تنظیم صحیح دستگاه برش لیزری، دقت و کیفیت برش محصولات بهبود مییابد.
صرفه جویی در زمان انجام کار می شود.
تنظیم مناسب دستگاه برش لیزری منجر به افزایش سرعت و بهرهوری در فرآیند برش میشود.
تنظیم دقیق دستگاه برش لیزری به کاهش ضایعات منجر میشود.
تنظیم صحیح دستگاه برش لیزری باعث افزایش ایمنی در محیط کار میشود.
با تنظیم بهینه دستگاه برش لیزری، هزینههای تولید کاهش مییابد و بهرهوری افزایش مییابد.
1. چگونه میتوان توان و سرعت دستگاه لیزر را برای مواد مختلف تنظیم کرد؟
توان و سرعت دستگاه لیزر باید براساس نوع و ضخامت متریال تنظیم شود. برای مواد نازک مثل کاغذ یا پارچه، از توان کم و سرعت بالا استفاده کنید. برای مواد ضخیمتر مثل چوب یا فلز، توان بیشتر و سرعت کمتر لازم است. همیشه تنظیمات را با یک نمونه آزمایشی بررسی کنید.
2. چرا تنظیمات اشتباه سرعت و توان میتواند به مواد یا دستگاه آسیب برساند؟
تنظیم اشتباه میتواند باعث سوختن مواد نازک، تغییر رنگ یا خرابی سطح مواد شود. همچنین، تنظیمات نادرست میتواند به لنز دستگاه، سیستم خنککننده یا دیگر قطعات آسیب وارد کند و عمر دستگاه را کاهش دهد.
3. کدام پارامترها بر کیفیت برش و حکاکی تاثیر میگذارند؟
پارامترهای مهم شامل توان لیزر، سرعت حرکت هد، فاصله کانونی، نوع و ضخامت ماده، و استفاده از گاز کمکی هستند. برای مثال، استفاده از گاز کمکی مانند اکسیژن در برش فلزات، کیفیت لبهها را بهبود میبخشد.
4. آیا تنظیمات دستگاه لیزر برای همه مواد یکسان است؟
خیر، هر ماده ویژگیهای خاص خود را دارد. مثلا فلزات بازتابنده مثل آلومینیوم به توان بالا و گاز کمکی نیاز دارند، در حالی که مواد نرمی مثل چرم یا پارچه به توان کمتر و سرعت بیشتر نیاز دارند. توجه به ویژگیهای فیزیکی و شیمیایی هر ماده ضروری است.