اثر جوشکاری لیزرهای مختلف با قطر هسته | جوشکاری لیزری به عنوان یکی از پیشرفتهترین و کارآمدترین روشهای جوشکاری در صنایع مختلف شناخته میشود. این فناوری به دلیل دقت بالا، سرعت زیاد و توانایی جوشکاری متریال مختلف، به صورت گسترده در تولیدات صنعتی، خودروسازی، هوافضا و سایر زمینهها مورد استفاده قرار میگیرد. یکی از عوامل کلیدی که بر کیفیت و کارایی جوشکاری لیزری تاثیر میگذارد، قطر هسته لیزر است.
قطر هسته لیزر به طور مستقیم بر روی ویژگیهای جوش، از جمله عمق نفوذ، عرض همجوشی و چگالی توان اثر میگذارد. لیزرهای با قطر هسته کوچک معمولا چگالی توان بالاتری دارند و میتوانند به سرعت سوراخهای کلید را ایجاد کنند، اما ممکن است در جوشکاری متریال حساس به ترک و در شرایط خاص دچار نقص شوند. از سوی دیگر، لیزرهای با قطر هسته بزرگ میتوانند نواحی وسیعتری را تحت تاثیر قرار دهند و برای فرایندهایی مانند روکش و ذوب مجدد مناسبتر باشند.
در این مقاله از شرکت روتک، به بررسی و مقایسه اثر جوشکاری لیزرهای مختلف با قطر هسته متفاوت میپردازد و به تحلیل مزایا و معایب هر یک از این لیزرها در کاربردهای مختلف میپردازیم.
مقایسه اثر جوشکاری لیزرهای مختلف با قطر هسته
اصل جوشکاری لیزر
پردازش لیزری متریال فلزی بر اساس اثر فتوترمال است. تابش لیزر به سطح ماده باعث تغییرات دما، ذوب، تبخیر و تشکیل سوراخ کلید میشود. این تغییرات بر جذب لیزر تأثیر میگذارند؛ به طوری که با افزایش دما، جذب لیزر بیشتر میشود.
هسته جوش لیزری
دو فرایند اصلی در دستگاه جوش لیزری وجود دارد: انتقال حرارت و هدایت حرارت. انتقال حرارت به چگالی توان و منبع گرما مرتبط است، در حالی که هدایت حرارت به خواص متریال و سرعت انتقال آنها بستگی دارد. پارامترهای کلیدی شامل قطر هسته لیزر، قدرت و سرعت جوشکاری هستند.
انواع جوش لیزری
دو نوع اصلی جوشکاری وجود دارد:
- جوشکاری رسانای حرارتی: نسبت عمق به عرض کمتر از 1 و نرخ جذب حدود 20٪.
- جوشکاری با نفوذ عمیق: نسبت عمق به عرض بیشتر از 1 و نرخ جذب بیش از 60٪ که عمدتا ناشی از انعکاس چندگانه لیزری در سوراخ کلید است.
پردازش حرارتی و اثرات فتوترمال
جوشکاری لیزری متریال فلزی عمدتا بر اساس پردازش حرارتی و اثر فتوترمال است. تابش لیزر به سطح ماده باعث تغییرات دما، ذوب، تبخیر، تشکیل سوراخ کلید و تولید فوتوپلاسما میشود. افزایش دما منجر به افزایش جذب نور لیزر در ماده میگردد.
دو نوع جوشکاری لیزری
- جوشکاری رسانش حرارتی:
- نسبت عمق به عرض کمتر از 1 است و نرخ جذب نور لیزر حدود 20% است.
- جوشکاری نفوذ عمیق:
- نسبت عمق به عرض بیشتر از 1 است و نرخ جذب نور لیزر بیش از 60% است. این افزایش جذب به دلیل انعکاس و جذب چندگانه لیزر در سوراخ کلید است.
پارامترهای فرایند جوشکاری
پارامترهای کلیدی شامل انتخاب قطر هسته لیزر، قدرت، سرعت و مقدار فوکوس است. انتقال حرارت و هدایت حرارت به چگالی توان و نیروی خط مربوط میشوند.
چگالی توان
با افزایش چگالی توان و زمان عمل، تغییرات حالت فیزیکی در ماده فلزی رخ میدهد.
این مقایسه نشان میدهد که انتخاب قطر هسته لیزر تاثیر قابل توجهی بر فرایند جوشکاری و کیفیت نهایی دارد.
جوشکاری هدایت حرارتی لیزری
جوشکاری هدایت حرارتی لیزری به تغییرات ناشی از تابش لیزر بر روی متریال اشاره دارد و به دو حالت جوشکاری رسانایی حرارتی و جوشکاری با نفوذ عمیق تقسیم میشود. این دو فرایند از نظر انتقال حرارت، مکانیسم تشکیل جوش، ویژگیهای تکنولوژیکی و کاربردها تفاوتهای قابل توجهی دارند.
حالت جوشکاری هدایت حرارتی
در جوشکاری رسانای حرارتی، تابش لیزر با چگالی 10^4 تا 10^6 وات بر سانتیمتر مربع به سطح قطعه کار تابیده میشود. نیرو لیزر توسط لایه نازک سطحی (10 تا 100 میکرون) جذب و سپس به داخل ماده منتقل میشود. در این فرایند، سطح به دماهای ذوب میرسد و ایزوترم ذوب در عمق متریال گسترش مییابد. با افزایش دما، ماده ممکن است تبخیر شود و گودالی در سطح ایجاد کند.

فرایند جوشکاری هدایت حرارتی معمولا در ورقهای نازک استفاده میشود و به دلیل نوسانات حوضچه جوش و احتمال سوختن متریال، نیاز به بهبود دارد. در این حالت، جوش کم عمق و عریض با نسبت عمق به عرض کوچک تشکیل میشود و عرض جوش معمولا بیش از دو برابر عمق نفوذ است. شکل جوش در این نوع جوشکاری تقریباً نیمکرهای است.
آشنایی با اصطلاحات جوشکاری را بخوانید.

جوشکاری رسانش حرارتی با لیزر
تعریف و مکانیسم کار
جوشکاری رسانش حرارتی لیزری یکی از دو حالت اصلی جوشکاری است که در آن تابش لیزر بر روی سطح قطعه کار تاثیر میگذارد. این فرایند شامل انتقال حرارت از طریق لایه نازک 10 تا 100 میکرون بر روی سطح است.
ویژگیهای فرایند
تابش لیزر با چگالی 10^4 تا 10^6 W/cm به سطح قطعه کار تابیده میشود. نیرو لیزر از طریق رسانش گرما به داخل ماده منتقل میشود و پس از مدتی، سطح قطعه کار به ذوب میرسد. دما به نقطه جوش میرسد، اما متریال تبخیر نمیشوند و حفرههایی تشکیل میدهند.
نتایج جوشکاری
در این حالت، حوضچه مذاب نوسان میکند و منجر به ایجاد جوشهای کم عمق و عریض میشود. نسبت عمق به عرض درز جوش کوچک است و عرض درز معمولا بیش از دو برابر عمق نفوذ است.
کاربرد
جوشکاری رسانش حرارتی بیشتر در صفحات نازک استفاده میشود و نیاز به پایان دادن به جوش دارد. شکل مقطعی درز جوش تقریبا نیم کرهای است. این روش به دلیل ویژگیهای خاص خود در کاربردهای مختلف جوشکاری موثر است.

جوشکاری با نفوذ عمیق لیزر
جوشکاری با نفوذ عمیق لیزر زمانی رخ میدهد که چگالی تابش لیزر بیش از 10^7 وات بر سانتیمتر مربع باشد. در این حالت، سطح متریال به شدت ذوب و تبخیر میشود و فشار بخار تولید شده، حوضچه مذاب را به سمت پایین میکشاند و سوراخ کلید را تشکیل میدهد. پرتو لیزر در عمق سوراخ کلید عمل کرده و فلز را بیشتر ذوب و تبخیر میکند. گاز با فشار بالا به طور مداوم از سوراخ کلید خارج میشود و به عمیقتر شدن آن کمک میکند.
سوراخ کلید با پلاسمای یونیزه شده پر میشود و این فرایند باعث افزایش عمق ناحیه تحت تاثیر گرما میشود. جذب لیزر در این فرایند به شدت به اثر سوراخ کلید وابسته است؛ پرتو لیزر به طور موثری از طریق بازتابهای متعدد در دیواره سوراخ جذب میشود.
اگر سوراخ کلید دارای سطح مخروطی باشد، پرتو نوری که به سمت پایین میرود، به طور موثر منعکس شده و جذب آن به 92٪ میرسد. تمایز بین جوشکاری هدایت حرارتی و نفوذ عمیق معمولا بر اساس عمق ذوب متالورژیکی است؛ در جوشکاری با نفوذ عمیق، نسبت عرض به عمق بیشتر از 1 است. این روش برای جوشکاری تک لیزری مناسب است و اثر سوراخ کلید در این فرایند بسیار حائز اهمیت است.

مقایسه متالوگرافی جوشکاری لیزر با قطرهای مختلف هسته
در ادامه به بررسی چگالی توان و متالوگرافی جوشکاری لیزر با قطرهای مختلف هسته خواهیم پرداخت.
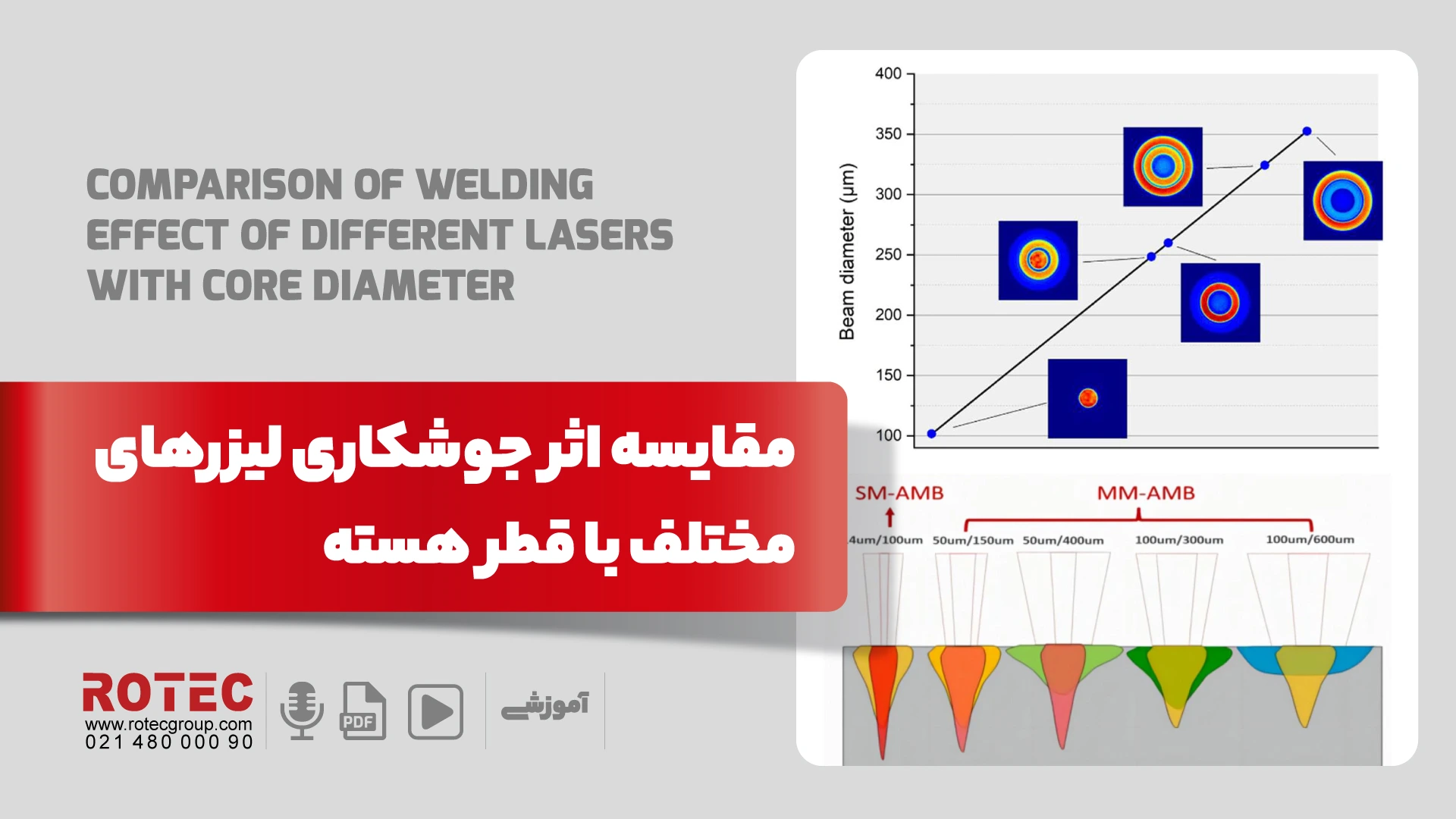
چگالی توان و قطر هسته
با کاهش قطر هسته لیزر، روشنایی و تمرکز نیرو افزایش مییابد. بهطور خاص، چگالی توان لیزر با قطر 14 میلیمتر بیش از 50 برابر لیزر با قطر 100 میلیمتر است.
تاثیر قطر هسته بر جوشکاری
با افزایش قطر هسته، عرض ذوب و منطقه تحت تاثیر حرارت بزرگتر میشود، در حالی که چگالی توان واحد کاهش مییابد. (تاثیر قطر و کیفیت پرتو لیزر بر عمق جوشکاری را در این مقاله بخوانید.)
در قطرهای بالای 200 میلیمتر، جوشکاری نفوذ عمیق بر روی آلیاژهای مانند آلومینیوم و مس دشوارتر میشود و به توان بالاتری نیاز دارد.
ویژگیهای لیزر با قطر هسته کوچک
لیزرهای با قطر کوچک چگالی توان بالایی دارند و میتوانند به سرعت سوراخهای کلید را ایجاد کنند، اما سطح جوش ناهموار است و احتمال نقصهایی مانند تخلخل وجود دارد.
ویژگیهای لیزر با قطر هسته بزرگ
این لیزرها به دلیل پراکندگی نیرو، برای فرایندهایی مانند ذوب مجدد سطح، روکش و بازپخت مناسبتر هستند.
این مقایسه به درک بهتر تاثیر قطر هسته بر جوشکاری لیزر کمک میکند و انتخاب بهینه برای کاربردهای مختلف را تسهیل مینماید.

مزایا و کاربردهای لیزر هسته کوچک (< 100 میکرومتر)
متریال معکوس بالا
برای متریال مانند آلومینیوم، مس، فولاد ضد زنگ و نیکل، لیزر با قطر هسته کوچک انتخاب میشود. این نوع لیزر با چگالی بالا، توانایی گرم کردن سریع متریال به حالت مایع یا تبخیر را دارد و بهبود نرخ جذب لیزر را تضمین میکند. لیزرهای با قطر بزرگتر ممکن است منجر به واکنشهای ناخواسته و جوشهای معیوب شوند.
متریال حساس به ترک
متریالی مانند نیکل، آلومینیوم و آلیاژ تیتانیوم نیاز به کنترل دقیق منطقه تحت تاثیر گرما دارند. لیزر با قطر هسته کوچک برای ایجاد حوضچه مذاب کوچک و کاهش خطر ترک مناسبتر است.
پردازش لیزری با سرعت بالا
جوشکاری با نفوذ عمیق نیاز به لیزرهای با چگالی نیرو بالا دارد تا نیرو کافی برای ذوب سریع متریال فراهم شود. این امر به ویژه در جوشکاری همپوشانی و نفوذی اهمیت دارد.

مزایا و کاربردهای لیزر هسته بزرگ (> 100 میلیمتر)
قطر هسته بزرگ و نقطه بزرگ منجر به منطقه پوشش حرارتی وسیع و سطح عمل گسترده میشود. این لیزرها به ذوب میکرو بر روی سطح متریال کمک میکنند و برای فرایندهایی مانند روکش لیزری، ذوب مجدد لیزر، آنیل لیزری و سخت شدن لیزر بسیار مناسب هستند.
نقطه بزرگ به بهره وری بالاتر و نقص کمتر منجر میشود، بهطوری که لحیمکاری رسانش گرما تقریبا بدون نقص است.
کاربردها
در جوشکاری، نقطه بزرگ عمدتاً برای جوشکاری کامپوزیتها استفاده میشود و با لیزرهای با هسته کوچک ترکیب میشود.
این نقطه بزرگ باعث میشود سطح ماده کمی ذوب شود و از حالت جامد به مایع تبدیل گردد که سرعت جذب لیزر را بهبود میبخشد.
به دلیل پیش گرم شدن از طریق نقطه بزرگ و گرادیان دمایی بالا، متریال در برابر ترک خوردگی ناشی از عیوب مقاومتر میشوند.
این فرایند همچنین میتواند ظاهر جوش را صافتر کند و پاشش کمتری نسبت به محلول تک لیزری ایجاد کند.
این ویژگیها نشاندهنده کارایی و قابلیتهای بالای لیزرهای با قطر هسته بزرگ در فرایندهای صنعتی مختلف است.
نقطه نوری بزرگ و منطقه پوشش حرارتی وسیع
این ویژگیها باعث میشوند که لیزر برای کاربردهای مختلفی مانند روکش لیزری، ذوب مجدد، آنیل و سخت شدن لیزری مناسب باشد. لکههای بزرگ نوری به افزایش راندمان تولید و کاهش عیوب کمک میکنند.
جوشکاری کامپوزیت
در جوشکاری، نقطه نوری بزرگ عمدتاً برای جوشکاری کامپوزیت استفاده میشود. این لیزرها با قطر هسته کوچک برای سوراخ کردن و نفوذ عمیق مناسب هستند.
بهبود جذب متریال
لکههای بزرگ نوری باعث میشوند که سطح متریال به طور جزئی ذوب شود که منجر به بهبود قابل توجهی در سرعت جذب لیزر میگردد.
کاهش ترکها و عیوب
به دلیل پیشگرمایش و گرادیان دمایی کم در حوضچه مذاب، ترکهای ناشی از گرمایش و سرد شدن سریع به راحتی ایجاد نمیشوند، و این امر موجب ایجاد جوشهای صافتری میشود.
کاهش پاشش
پاشش در لیزرهای با قطر هسته بزرگ کمتر از لیزرهای تک است که به بهبود کیفیت جوش کمک میکند.

مقایسه لیزرهای مختلف با قطر هسته
شرایط آزمایش
سرعت آزمایش 150 میلیمتر در ثانیه و متریال از آلومینیوم سری 1 با ضخامت 2 میلیمتر است.
تاثیر قطر هسته
هرچه قطر هسته بزرگتر باشد، عرض همجوشی و ناحیه تحت تاثیر حرارت افزایش مییابد، اما چگالی توان واحد کاهش مییابد. قطر هسته بزرگتر از 200 میلیمتر برای آلیاژهای با واکنش بالا مانند آلومینیوم و مس، دستیابی به عمق نفوذ دشوار است و به قدرت بیشتری نیاز دارد.
لیزرهای با قطر کوچک
این لیزرها چگالی توان بالایی دارند و میتوانند سوراخهای کلید را سریعا بر روی سطح متریال ایجاد کنند. اما احتمال ناهمواری سطح و نقصهایی مانند منافذ در جوشکاری با سرعت کم وجود دارد.
لیزرهای با قطر بزرگ
به دلیل لکه بزرگ و نیرو پراکنده، برای فرایندهایی مانند ذوب مجدد سطح، روکش و بازپخت مناسبتر هستند.
متریال بازتابی بالا
برای متریال با بازتاب بالا (مانند آلومینیوم و مس)، انتخاب لیزر با قطر کوچک ضروری است تا نرخ جذب لیزر افزایش یابد و از بازتاب زیاد جلوگیری شود.
متریال حساس به ترک
این متریال به کنترل دقیق منطقه تحت تاثیر حرارت و یک حوضچه مذاب کوچک نیاز دارند، بنابراین لیزر با قطر کوچک مناسبتر است.
پردازش لیزری با سرعت بالا
جوشکاری با نفوذ عمیق نیاز به لیزر با چگالی نیرو بالا دارد تا نیروی کافی برای ذوب متریال در سرعت بالا فراهم شود. لیزرهای شعاعی برای این کاربردها مناسبترند.
این مقایسه نشان میدهد که انتخاب قطر هسته لیزر تاثیر زیادی بر فرایند جوشکاری و کیفیت نهایی دارد.

معرفی بهترین دستگاه جوش لیزری
دستگاه جوش لیزری فایبر مدل RT1500HWM از برند ROTEC برای جوشکاری فلزات مختلفی مانند آهن، استیل، آلومینیوم و برنج استفاده میشود و در صنایع متنوعی کاربرد دارد. این دستگاه علاوه بر جوشکاری، قابلیت برش و تمیز کاری لیزری را نیز دارد.
ویژگیها
- تجهیزات جانبی: فیدر، عینک، محافظ لنز، جعبه ابزار.
- گارانتی: 1 سال.
- کاربردها: صنایع هوافضا، خودروسازی، تجهیزات پزشکی و آیتی.
- مزایای تکنولوژی:
- سرعت بالا و کاهش مصرف برق.
- جوشکاری بدون نیاز به متریال واسط.
- تاثیر حرارتی کم که از تغییر شکل متریال جلوگیری میکند.
مقایسه با جوشکاری آرگون
- سرعت جوشکاری: جوش لیزری (0-8 m/min) در مقایسه با جوش آرگون (0-1 m/min) بسیار سریعتر است.
- پردازش بعد از جوشکاری: جوش لیزری نیازی به پردازش ندارد، در حالی که جوش آرگون نیاز به پولیش دارد.

جمع بندی موضوع مقایسه اثر جوشکاری لیزرهای مختلف با قطر هسته
در این مقاله، اثر جوشکاری لیزرهای مختلف با قطر هسته متفاوت مورد بررسی و مقایسه قرار گرفت. نتایج نشان داد که قطر هسته لیزر تاثیر قابلتوجهی بر کیفیت و ویژگیهای جوش دارد. لیزرهای با قطر هسته کوچک به دلیل چگالی توان بالا، قابلیت نفوذ عمیق و دقت بیشتر را ارائه میدهند که این امر آنها را برای جوشکاری دقیق و کاربردهای حساس مناسب میسازد. با این حال، این لیزرها ممکن است در شرایط خاص، مانند جوشکاری متریال حساس به ترک، با چالشهایی مواجه شوند.
از سوی دیگر، لیزرهای با قطر هسته بزرگ به دلیل توانایی پوششدهی نواحی وسیعتر و کاهش عیوب ناشی از گرادیان دمایی، در فرایندهایی مانند روکش و ذوب مجدد بسیار کارآمد هستند. این نوع لیزرها به دلیل پیش گرم شدن مناسب و کاهش پاشش، میتوانند کیفیت جوش را بهبود بخشند و عیوب را کاهش دهند.
در نهایت، انتخاب بین لیزرهای با قطر هسته کوچک و بزرگ بستگی به نوع ماده، شرایط فرایند و نیازهای خاص پروژه دارد. این تحقیق بر اهمیت درک ویژگیهای هر نوع لیزر و تاثیر آن بر فرایند جوشکاری تاکید میکند و به مهندسان و محققان کمک میکند تا تصمیمات بهتری در انتخاب تجهیزات جوشکاری اتخاذ کنند.
در این مطلب از شرکت روتک شما را با موضوع مقایسه اثر جوشکاری لیزرهای مختلف با قطر هسته آشنا کردیم. برای کسب اطلاعات بیشتر درباره خرید و آشنایی با خرید دستگاه جوش لیزری به سایت روتک سر بزنید یا با شماره 02148000090 تماس حاصل کنید.
مقایسه اثر جوشکاری لیزرهای مختلف با قطر هسته چگونه است؟
اصل جوشکاری لیزر
هسته جوش لیزری
انواع جوش لیزری